Основные параметры источников питания
Источники питания дуги по современным стандартам характеризуются рядом параметров, получаемых при работе на установившихся режимах. К установившимся режимам относят работу источников при холостом ходе, рабочей нагрузке и коротком замыкании.
К числу основных параметров источников питания для электродуговой сварки относятся:
– Номинальный сварочный ток;
– Режим работы.
– Условное рабочее напряжение (для источников с крутопадающими характеристиками).
– Максимальное напряжение холостого хода (для источников с крутопадающими характеристиками).
– Пределы регулирования сварочного тока (для источников с крутопадающими характеристиками) или рабочего напряжения при номинальном токе (для источников с жесткими и пологопадающими характеристиками).
Перечисленные параметры должны отвечать требованиям соответствующих стандартов на электросварочное оборудование (табл. 3–7). Рассмотрим эти параметры более подробно.
Величина номинального сварочного тока устанавливается, исходя из допустимого нагрева электрических обмоток и иных токоведущих частей для заданных предельных климатических и иных условий эксплуатации (температура и влажность воздуха, атмосферное давление и т.д.) и при номинальных питающем напряжении и частоте.
ГОСТ 10594-80 устанавливает следующий ряд номинальных токов для электросварочного оборудования: 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500; 3150; 4000; 5000 А.
Номинальный ток может быть указан только для вполне определенного временного режима работы.
Режим работы источника, как иногда называют характер изменения нагрузки во времени, учитывается при конструировании и эксплуатации источника, в частности по условиям нагрева его токоведущих элементов. При прохождении тока по обмоткам, вентилям, проводам источника в нем выделяется теплота  . Как видно, степень нагрева проводников и изоляции источника зависит не только от величины тока, но и характера его изменения во времени iд(t).
. Как видно, степень нагрева проводников и изоляции источника зависит не только от величины тока, но и характера его изменения во времени iд(t).
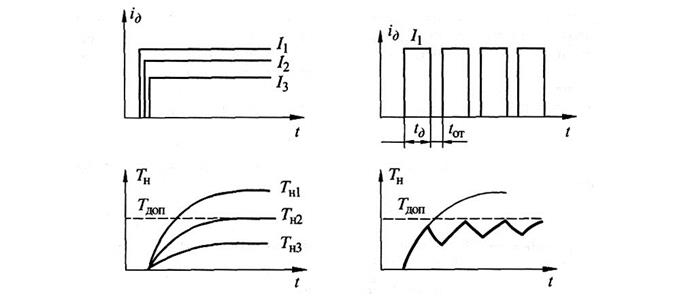
Поэтому различают два вида режимов работы сварочного оборудования: продолжительный и прерывистый. При работе источника в прерывистом режиме рабочие интервалы, когда источник нагружен, чередуются, с паузами, в течение которых источник работает в режиме холостого хода, либо вообще отключается от сети (рис. 2.8).
При продолжительном режиме нагрузка считается постоянной и длительной (рис. 2.8, а). Температуру нагрева Тн внутренних элементов источника можно определить по соотношению
 ,
,
где Т0 – температура внешней среды, °С; S – площадь теплоотдачи, см2; τ – постоянная времени нагрева, зависящая от массы, теплоемкости и теплопроводности нагреваемых элементов, с; αT – коэффициент теплоотдачи, Вт/(см2·°С).
Очевидно, что с ростом тока увеличивается и температура нагрева источника (рис. 2.8). Если при токе I2 температура нагрева обмоток равна допустимой Tдоп, назначенной по соображениям обеспечения достаточной стойкости их изоляции, то источник можно эксплуатировать при токе не выше I2, который называется номинальным IН. При токе I1 источник будет перегреваться и вскоре выйдет из строя из-за повреждения изоляции. При токе Iз источник используется неэффективно.
а) б)
Рис. 2.8. Графики нагрузки и температуры источника питания при продолжительном (а) и прерывистом (б) режимах
В реальных условиях эксплуатации чередование рабочих интервалов и пауз носит случайный характер. Поэтому для оценки нагрузочных свойств источника принято рассматривать типовой режим, при котором это чередование является периодическим. Этот режим можно охарактеризовать двумя величинами: продолжительностью цикла
 (2.10)
(2.10)
и относительной продолжительностью рабочего интервала, выраженной в процентах. Если источник во время пауз продолжает работать в режиме холостого хода (перемежающийся режим), относительная продолжительность рабочего интервала называется относительной продолжительностью нагрузки:
 (2.11)
(2.11)
В тех случаях, когда на время пауз источник отключают (повторно-кратковременный режим), эта величина носит название относительной продолжительности включения (ПВ).
Хотя ПВ и ПН определяется одной и той же формулой (2.11), их нельзя отождествлять. Чтобы уяснить различие, рассмотрим следующий пример.
Пусть номинальный режим работы источника характеризуется величиной ПН = 60 %. Это означает, что рабочий интервал составляет 60 % от времени сварочного цикла, а пауза, в течение которой происходит отвод тепла – 40 %, причем во время пауз источник работает вхолостую. Предположим, что в процессе эксплуатации источник снабдили устройством, которое автоматически отключает его от сети во время пауз. Очевидно, теперь мы имеем дело с более легким режимом, поскольку не стало потерь холостого хода, и поэтому относительная продолжительность включения без какого-либо ущерба может быть несколько увеличена. Таким образом, для одного и того же источника ПВ > ПН. Продолжительный режим работы обычно рассматривают как частный случай прерывистого с ПВ=100 %.
Поскольку перегрев при неизменных условиях теплоотвода пропорционален квадрату тока и первой степени времени, можно считать, что для каждого источника
 .
.
Поэтому если потребляемый от источника ток отличен от номинального, относительная продолжительность работы должна быть снижена (при I > Iном) или может быть увеличена (если I < Iном):
 . (2.12)
. (2.12)
Когда режим работы источника отличается от номинального, допустимое значение тока может быть найдено по формуле
 . (2.13)
. (2.13)
Стандартной величиной ПН для источников, рассчитанных на прерывистый режим работы, является ПН = 60 %. Время цикла для источников, используемых при ручной сварке, принимается равным 5 мин, для других источников – обычно 10 мин. Мощные источники (на токи 1000 А и более) используются только для автоматической сварки и рассчитаны на длительную работу (ПВ = 100 %).
Условным рабочим напряжением называют напряжение на зажимах нагруженного источника, для которого обеспечивается перекрытие заданного диапазона регулирования тока. По существу – это напряжение дуги, определяемое как линейная функция тока по формулам (2.6) и (2.7).
Увеличение напряжения холостого хода облегчает начальное возбуждение дуги и повышает ее устойчивость и эластичность. Однако, одновременно возрастает и опасность поражения электрическим током. Кроме того, чем выше напряжение холостого хода, тем больше при том же токе масса, объем и стоимость источника и тем ниже его коэффициент мощности. Поэтому максимальные значения (80 В для сварочных трансформаторов и 90 В для выпрямителей и генераторов постоянного тока) являются следствием компромисса между этими противоречивыми требованиями.
С уменьшением тока устойчивость и эластичность дуги имеют тенденцию к понижению. Поэтому с целью улучшения технико-экономических показателей источников их конструкция обычно предусматривает увеличение напряжения холостого хода до максимальной величины в области малых и понижение до 55–65 В в области больших токов. В некоторых конструкциях специализированных источников питания для надежного бесконтактного возбуждения дуги допускается кратковременное, не более 0,5 с, повышение напряжения холостого хода до 200 В.
Пределы регулирования тока (напряжения) обычно оцениваются кратностью регулирования, представляющей собой отношение максимального значения регулируемой величины к минимальной. Чем больше кратность регулирования, тем универсальнее источник. Однако при этом усложняется конструкция источника и ухудшаются его технико-экономические показатели. Поэтому у большинства источников кратность регулирования составляет 3–5, и только у некоторых специализированных она достигает 10 и более.
Кроме уже изученных параметров, к числу важнейших относятся также коэффициент полезного действия и коэффициент мощности.
Коэффициент полезного действия η (КПД), %, характеризует потери энергии в источнике:
 , (2.14)
, (2.14)
где PД – мощность дуги; PC – мощность, потребляемая из сети. КПД приводится обычно для номинального режима. Для различных источников питания он находится в широких пределах (45…98 %).
Коэффициент мощности cosφ у трансформаторов указывается обязательно
(с первичной стороны). Масса приводится в килограммах. Габаритные размеры обычно указываются в порядке: длина×ширина×высота, мм.
Дата добавления: 2017-11-21; просмотров: 5573;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cущность организации и ее основные признаки
- H – параметры транзистора
- H-параметры транзистора
- H-параметры транзистора, включенного по схеме с ОБ.
- H-параметры транзистора, включенного по схеме с ОЭ.
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- I. ОСНОВНЫЕ ПОЛОЖЕНИЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
