Обработка подбортов
Срезы бортов пиджаков, пальто, плащей, курток в основном обрабатывают подбортами. В зависимости от модели изделия обработка подбортов включает в себя дублирование, обработку внутренних срезов, изготовление внутренних карманов, выполнение обтачной петли на лацкане, обработку внутренней (потайной) застежки.
Подборта дублируют так, как указано в подразд. 2.3.3 и 3.1.
В изделиях с отлетной по низу подкладкой внутренние срезы подбортов обметывают или окантовывают. Срезы обметывают от низа подборта на длине 500...600 мм. Если предусмотрено моделью, внутренние срезы подбортов окантовывают по всей длине тесьмой или косой бейкой из подкладочной ткани окантовочным швом с открытым срезом. При этом вторую строчку настрачивания косой бейки на подборт выполняют позже в процессе соединения подборта и подкладки. Если предусмотрено моделью, обрабатывают внутренний карман на подборте и обтачную петлю на лацкане (см. подразд. 2.3.3). После обработки подбортов проверяют симметричность рисунка на лацканах, при необходимости проводят подгонку частей рисунка, подрезают неровности и срезают излишки материала.
В мужских изделиях внутреннюю (потайную) застежку выполняют на правом подборте, а в женских — на левом. Изготовление внутренней застежки на цельнокроеных подбортах предусматривает обработку дополнительного прореза, расположенного параллельно линии борта на расстоянии 17... 20 мм от нее. Для обработки прореза используют обтачку, выкроенную из подкладочного материала в долевом направлении и имеющую длину, превышающую длину прореза на 50...60 мм, и ширину, равную удвоенной ширине внутренней застежки плюс 40...50 мм.
Обтачку перегибают изнанкой внутрь так, чтобы нижняя ее часть была шире верхней на 6...10 мм, и, уложив ее на подборт сгибом в сторону внутреннего среза подборта, притачивают на расстоянии 3...5 мм от сгиба (рис. 3.9, а, строчка 1). Верхнюю часть обтачки отгибают и выполняют строчку 2 на расстоянии 6... 10 мм от первой. Длины двух выполненных строчек должны быть равны, концы строчек закреплены. Отгибают вправо верхнюю часть обтачки и разрезают подборт и обтачку между строчками так же, как при оформлении входа в карман. Затем обтачку вывертывают наизнанку, швы расправляют. Настрачивают припуски правой стороны обтачки на подборт (строчка 3). На расстоянии 7... 10 мм от прореза обметывают петлю на подборте и верхней части обтачки (рис. 3.9, б, строчка 4). Нижнюю часть обтачки расправляют и стачивают с верхней частью строчкой 5, одновременно закрепляя концы прореза. С лицевой стороны подборта прорез скрепляют закрепками, расположенными посередине между петлями (строчка 6). Закрепки выполняют на стачивающей машине тремя обратными строчками или на закрепочной машине перпендикулярно линии прореза. Можно использовать также фигурную строчку.
После обработки бортов с лицевой стороны по разметке закрепляют внутренний край застежки отделочной строчкой 7. При этом срезы обтачек должны попадать под строчку.
Стороны прореза могут быть обработаны окантовочным швом. Последовательность обработки такой застежки показана на рис.3.9, в.
Внутреннюю застежку на изделии с отрезными подбортами обрабатывают в шве обтачивания борта подбортом. В месте расположения застежки по бортовому срезу подборта прокладывают с небольшим натяжением клеевую кромку. Срез подборта обрабатывает обтачкой, выкроенной из подкладочной ткани в долевом направлении. Ширина шва обтачивания 5 мм (рис. 3.9, г, строчка 7). По краю подборта прокладывают строчку 2, образуя кант.
Аналогично обрабатывают срез борта полочки на участке застежки (строчки 3, 4). Строчку 4 прокладывают по лицевой стороне полочки. Ширина шва по модели.
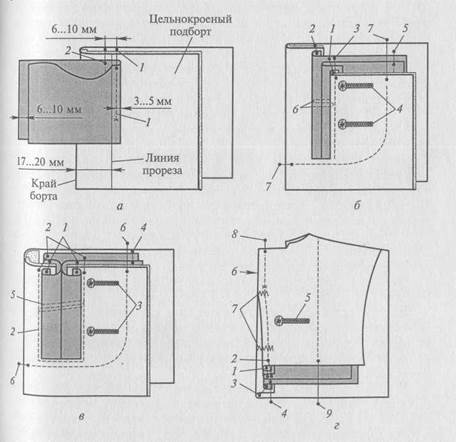
Рис. 3.9. Обработка внутренней (потайной) застежки
На подборте с лицевой стороны по разметке выметывают петли (строчка 5). Подборт накладывают на полочку лицом к лицу и обтачивают участки борта, расположенные выше и ниже застежки (строчка 6). Посередине между петлями и в концах застежки ставят закрепки (строчка 7), соединяя припуск борта с подбортом. Подборт отворачивают на изнаночную сторону полочки. На верхнем и нижнем участках борта по лицевой стороне полочки прокладывают отделочную строчку 8 так, чтобы она совпала со строчкой 4 на участке застежки. Внутренний край застежки закрепляют отделочной строчкой 9, настрачивая подборт на борт. Строчку прокладывают по разметке на лицевой стороне полочки.
Обработка бортов
После обработки полочек и отрезных подбортов их соединяют, обтачивая борт подбортом. Для изделий на подкладке это одна из наиболее ответственных операций, от которой во многом зависит внешний вид изделия. После обтачивания бортов подбортами правая и левая полочки должны быть симметричными, без нарушения рисунка. Сложность операции заключается в необходимости прокладывания ровных строчек по криволинейным участкам уступа лацкана, самого лацкана, борта и его нижнего угла. Кроме того, необходимо обеспечить одинаковую посадку подборта в уступе лацкана на правой и левой полочках, средней части подборта и нижнем углу борта.
Перед обтачиванием подборт наметывают на полочку, сложив детали лицом внутрь. Сначала наметывают подборт на верхнем участке, прокладывая строчку от внутреннего среза подборта к углу лацкана. Затем выполняют строчку наметывания от угла лацкана вдоль него и далее вдоль борта до его нижнего угла. При этом подборт припосаживают в углу лацкана на 1... 3 мм, на участке лацкана на 3...4 мм, на участке между петлями на 2 мм. В углу борта припосаживают полочку на 2... 3 мм. Величина посадки зависит от свойств используемых материалов и конструкции изделия.
Вместо ниток для наметывания при креплении подборта на борт используют фиксирующие металлические скрепки, которые ставят со стороны подборта специальным пневматическим закрепителем. При этом особенно тщательно нужно следить за совпадением надсечек.
Посадку подборта и борта сутюживают на участке 20...30 мм от срезов. Чтобы обеспечить точность обтачивания, на полочках с использованием лекала наносят линии обтачивания участков угла и края лацкана, нижнего угла борта. Борт обтачивают подбортом со стороны полочки в направлении от угла лацкана к углу борта.
Углы лацкана и борта обтачивают строго по намеченным линиям. Ширина шва обтачивания 5...7 мм.
В изделиях из гладкокрашеных материалов можно обтачивать борта без предварительного наметывания на специальной машине, которая способна создавать необходимую посадку на одной из стачиваемых деталей.
После обтачивания бортов на обеих полочках проверяют длину шва обтачивания на участках уступа лацкана, края лацкана и борта, низа борта. Припуски шва обтачивания разутюживают на прессе со специальными узкими подушками или утюгом на специальной узкой колодке с зауженными концами. Эта операция облегчает последующее выправление края борта и образование канта.
После разутюживания припуски шва обтачивания надсекают в начале строчки обтачивания, в углу лацкана, по линии перегиба лацкана в нижнем углу борта. При необходимости высекают излишки припусков на криволинейных участках шва обтачивания. Затем подрезают припуски шва обтачивания, ширина которых зависит от способа обработки бортов. По уступу лацкана оставляют 2...4 мм. На остальных участках выполняют ступенчатую подрезку, после которой припуски на швы в борте и подборте будут иметь разную ширину. По лацкану подрезают припуск со стороны полочки, оставляя 2...5 мм. По борту и внизу борта подрезают припуск со стороны подборта, оставляя 2...5 мм. При этом по низу борта припуск подрезают, не доходя 15...20 мм до внутреннего среза подборта. Если требуется по модели, припуски шва обтачивания можно не подрезать.
Последовательность дальнейшей обработки бортов зависит от модели изделия. Если изделие имеет отделочную строчку по краю борта, то перед прокладыванием строчки выметывают борта вручную или на специальной машине. Выметывание позволяет зафиксировать кант, образованный из подборта на участке лацкана и из полочки на участке борта. В изделиях с обтачными петлями подборта дополнительно приметывают на расстоянии 25...30 мм от Прорезов петель для того, чтобы подборт не смещался, когда его прорезают и подшивают. Нижний край борта в изделии с притачной по низу подкладкой обтачивают одновременно с обтачиванием борта или отдельно так же, как обтачивают угол шлицы (см. подразд. 3.2.4). Нижний угол борта в изделии с отлетной по низу Подкладкой должен быть обработан так же, как углы шлицы в Изделиях с отлетной подкладкой. После обработки низа борта заметывают припуск подгиба низа. Борта и низ изделия приутюживают на прессе с универсальными подушками или утюгом. При этом окончательно фиксируется форма борта и закрепляется выправленный кант. Затем по краю борта прокладывают отделочную строчку на расстоянии от края борта, предусмотренном моделью. Отделочная строчка закрепляет кант по краю борта и обеспечивает устойчивость борта во время эксплуатации одежды. В большинстве случаев отделочную строчку выполняют после соединения воротника с изделием, прокладывая ее, не прерывая строчки вдоль края воротника и борта.
При обработке борта без отделочной строчки («чистого края» борта) край борта закрепляют ниточными способами на специальной машине потайного стежка или на стачивающей машине, либо клеевым способом с использованием клеевой нити, клеевой сетки или клеевой паутинки.
После выметывания бортов их закрепляют на машине потайного стежка, пришивая припуски шва обтачивания к прокладке полочки. После этого борта приутюживают.
Припуски шва обтачивания борта настрачивают на полочку на участке лацкана и на подборт — на участке борта в изделиях с отворотами. Перед настрачиванием припусков шов обтачивания не разутюживают. В изделиях с застежкой доверху припуск шва обтачивания настрачивают на подборт по всей длине. Работу выполняют на стачивающей машине. Строчку прокладывают на расстоянии 1... 2 мм от строчки обтачивания. После этого борт выметывают и приутюживают.
В длинном изделии, не имеющем по краю борта отделочной строчки, подборт прикрепляют дополнительно к полочке на участке от нижней петли до низа. Строчку прокладывают посередине подборта параллельно линии борта. Для этого используют специальную машину потайного стежка.
Клеевую сетку или паутинку шириной 10... 15 мм крепят к припускам шва обтачивания борта с изнаночной стороны полочки в процессе обтачивания или после него. В первом случае клеевой материал подкладывают непосредственно под выполняемую строчку обтачивания. После обтачивания борта сетку или паутинку крепят к припускам выполненного шва на стачивающей машине или утюгом с использованием фторопластовой пленки в качестве проутюжильника. При выметывании бортов клеевую сетку или паутинку располагают на расстоянии 6... 10 мм от строчки обтачивания.
Клеевую нить прокладывают на стачивающей машине, заправив ее в шпульку челнока. Нить прокладывают по шву обтачивания борта, располагая ее со стороны полочки. После прокладывания клеевых материалов борта выметывают. Окончательное закрепление подборта клеевыми материалами происходит в процессе прессования бортов.
Для обтачных петель со стороны подборта прорезают отверстия. Не доходя 6 мм до концов петли, выполняют наклонные надрезы. Образовавшиеся срезы на подборте подгибают внутрь и подшивают потайным стежком.
Обработанные борта прессуют или приутюживают утюгом.
Обработка бортов с цельно кроеными подбортами имеет некоторые отличия. На полочках намечают линии перегиба бортов. Клеевую прокладку соединяют с полочками теми же способами, что и при обработке изделий с отрезными подбортами. Если есть необходимость, на подборте вдоль линии сгиба прокладывают клеевую кромку поверх клеевой прокладки. Затем обтачивают уступы борта, швы разутюживают, углы вывертывают и выметывают с образованием канта, одновременно заметывая цельнокроеный подборт. Последующие операции соответствуют обработке изделия с отрезными подбортами. Край борта закрепляют отделочной строчкой или клеевыми материалами — сеткой или паутинкой.
Дата добавления: 2017-04-05; просмотров: 9947;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
