Наладка универсального горизонтально-фрезерного станка
Наладка станка на фрезерование поверхности или системы поверхностей на заготовке включает: установку и закрепление фрезы, установку приспособления, наладку режима фрезерования и размерную наладку — установку заготовки относительно фрезы в положение, обеспечивающее выполнение заданного размера на детали.
Установка и закрепление фрезы на станке.Цилиндрические и дисковые фрезы, которые имеют посадочные отверстия, расположенные по оси инструмента, устанавливают на цилиндрической оправке. Диаметр оправки принимают равным диаметру осевого отверстия фрезы (рис. 1.19).
Рис. 1.19. Установка фрезы на оправке
Для того чтобы фреза оказалась расположенной на необходимом участке оправки, по обе её стороны размещают так называемые установочные кольца (рис. 1.19, а), осевые отверстия которых, также как и у фрезы, равны диаметру оправки. Сама оправка, снабжённая с одного конца коническим хвостовиком, вводится этим хвостовиком в такое же отверстие шпинделя. Свободный конец фрезерной оправки поддерживается подшипником серьги (рис. 1.19, б).
Фрезы, имеющие конический хвостовик, закрепляют непосредственно в таком же отверстии шпинделя станка. Для прочного удержания фрез и фрезерных оправок с конусообразным хвостовиком служит натяжной болт, который пропускается через отверстие полого шпинделя и ввинчивается в резьбовое отверстие хвостовика фрезы или оправки.
Установка и закрепление заготовки с помощью УДГ.При необходимости периодического поворота заготовки в процессе обработки её установка и закрепление на станке могут быть реализованы путем использования УДГ следующими способами (рис. 1.20):
— в центрах делительной головки и задней бабки (рис. 1.20, а);
– на оправке, установленной в центрах делительной головки и задней бабки (рис. 1.20, б);
— на оправке, установленной в коническом отверстии шпинделя делительной головки (рис. 1.20, в);
— в трёхкулачковом самоцентрирующем патроне, навёрнутом на резьбовой конец шпинделя делительной головки (рис. 1.20, г);
— в цанговом патроне, установленном в коническом отверстии шпинделя делительной головки.
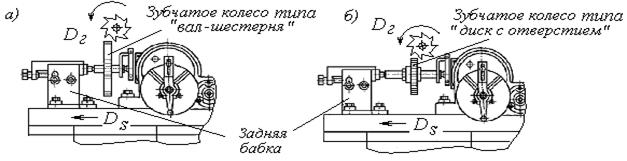
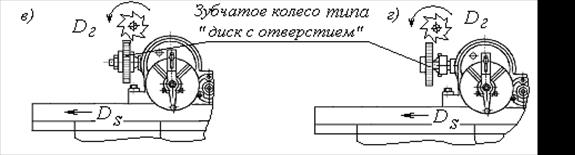
Рис. 1.20. Способы установки заготовки с использованием универсальной делительной головки
После установки и закрепления фрезы и заготовки необходимо перемещениями консоли, поперечных салазок и продольного стола расположить заготовку относительно фрезы так, чтобы после обработки были выполнены требования чертежа по расположению на детали обработанной поверхности. Пример такой установки при фрезеровании впадины зубчатого колеса показан на рисунке 1.14, у.
Расчёт и наладка режима резания.Элементами режима резания при фрезеровании являются: скорость главного движения резания υ, подача заготовки S, глубина резания t и ширина фрезерования В.
Скорость главного движения резания υ равна окружной скорости точек режущих кромок лезвия фрезы, наиболее удалённых от оси фрезы. При известной частоте вращения фрезы nфр скорость резания υ, м/мин, определяют по формуле
υ = πDфр∙n/1000, (1.8)
где Dфр — диаметр фрезы, мм (рис. 1.21, а); n — частота вращения фрезы, об/мин.
Скорость резания выбирают по справочнику в зависимости от обрабатываемого материала, геометрических параметров инструмента, его материала и ряда других условий фрезерования. Наладку станка на выбранную скорость главного движения резания υ осуществляют в следующей последовательности:
— рассчитывают частоту вращения шпинделя nрасч по формуле
nрасч = 1000υ/πDфр;
Рис. 1.21. Схема фрезерования (а) и схема размерной наладки (б)
— выбирают по табличным данным станка частоту вращения шпинделя, выполняя условие nст ≤ nрасч;
— устанавливают рукоятки коробки скоростей в положения, обеспечивающие выбранное значение nст.
Подача S — величина перемещения заготовки относительно фрезы в единицу времени. Подачу выбирают, исходя из прочностей обрабатываемого материала и режущего инструмента, глубины резания и требований к шероховатости обработанной поверхности.
При фрезеровании различают три вида подач:
— минутную подачу Sм, мм/мин, которая соответствует величине перемещения стола с заготовкой за минуту;
— подачу на оборот Sо, мм/об, равную значению перемещения стола с заготовкой за один оборот фрезы;
— подачу на зуб Sz, мм/зуб, которая равна перемещению стола с заготовкой за время поворота фрезы на угловой шаг её зубьев (рис. 1.21, а). Подачу на зуб Sz выбирают по справочнику. Она является исходной для расчёта Sо и Sм по формулам (1.9) и (1.10).
So = Sz zфр ; (1.9)
Sм = Szzфрn. (1.10)
Исходя из принятой частоты вращения шпинделя n = nст, числа зубьев фрезы zфр и подачи на зуб Sz по формуле (1.10) рассчитывают минутную подачу. На станке устанавливают ближайшее меньшее значение минутной подачи  , которое выбирают из таблицы коробки подач станка.
, которое выбирают из таблицы коробки подач станка.
Глубиной резания t называют расстояние между обрабатываемой и обработанной поверхностями заготовки по нормали к обработанной поверхности (см. рис. 1.14). Установку фрезы на необходимую глубину резания t (для схемы, представленной на рисунке 1.21, а) при фрезеровании осуществляют с помощью лимба, расположенного на рукоятке вертикального перемещения консоли станка.
Лимб представляет собой кольцо, на окружности которого нанесены деления. Поворот рукоятки и винта с лимбом на одно его деление соответствует перемещению узла станка на расстояние, равное цене деления лимба.
Для установки глубины резания t следует:
— сообщить фрезе вращательное движение;
— подвести заготовку до касания обрабатываемой поверхности с фрезой вращением рукояток продольной, поперечной и вертикальной подач;
— установить «0» на лимбе механизма вертикального перемещения заготовки;
— отвести рукояткой продольного перемещения стола станка заготовку от фрезы;
— переместить консоль с заготовкой на глубину резания t поворотом рукоятки вертикальной подачи на k делений по лимбу, определив k по формуле k = t/а, где а – цена деления лимба;
— включить механическую подачу стола и фрезеровать поверхность заготовки.
Размерная наладка станка ставит целью получение в процессе обработки заданного на детали размера h (рис. 1.12, б). При снятии припуска с поверхности заготовки за один рабочий ход её нужно проводить в следующей последовательности:
— измерить на заготовке размер h1;
— сообщить фрезе вращательное движение;
— подвести фрезу до касания с обрабатываемой поверхностью 1 заготовки вращением рукояток продольной, поперечной и вертикальной подач;
— установить «0» на лимбе механизма вертикального перемещения заготовки;
— отвести заготовку от фрезы;
— вращением рукоятки вертикальной подачи переместить стол с заготовкой на глубину резания немного меньшую, чем требуемая глубина резания t = h1 - h;
— фрезеровать поверхность заготовки ручным движением подачи на длину 3–5 мм, после чего отвести стол в исходное положение;
— выключить вращение шпинделя nст и дождаться полной остановки шпинделя с фрезой;
— измерить полученный размер h и переместить стол в направлении требуемой глубины резания на расстояние, равное разности между получившимся и требуемым размерами;
— включить вращение шпинделя и механическую подачу стола, фрезеровать поверхность заготовки.
Содержание работы
Лабораторная работа включает: изучение видов фрезерных работ и типов фрез, устройства, назначения и основ наладки горизонтально-фрезерного станка модели 6Т82 и УДГ, выбор схем фрезерования поверхностей заготовки при выполнении индивидуального задания, разработку последовательности обработки заготовки и оформление этой последовательности в виде технологического документа.
Дата добавления: 2021-05-28; просмотров: 621;
Поиск по сайту
Узнать еще
- Автоматизированные системы управления металлорежущими станками.
- В одном направлении со шпинделем станка
- Влияние геометрической точности станка на точность обработки
- Выбор типа токарного станка для обработки заготовки на основе расчёта штучно-калькуляционного времени
- Для нахождения коэффициента загрузки станка существует формула
- Задачи на определение погрешностей диаметральных размеров при обработке на станках с ЧПУ
- Задачи на определение погрешностей диаметральных размеров при однорезцовом точении на настроенных станках
- Задачи на определение погрешностей обработки на фрезерных станках

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
