Фрезерные приспособления
В процессе фрезерования заготовка должна быть надёжно закреплена на столе станка в положении, обеспечивающем выполнение требуемых размеров, формы изготавливаемой поверхности и расположения её относительно других поверхностей детали. Закрепление должно быть достаточно прочным и жёстким, чтобы противостоять силам резания, возникающим при обработке. Чаще всего с этой целью применяют прихваты (прижимные планки), машинные тиски, упоры и универсальную делительную головку.
 Простейшим видом крепёжных приспособлений являются прихваты, которые при помощи болтов прижимают заготовку либо к поверхности стола, либо к особым планкам, которые подкладывают под заготовку (рис. 1.16). Квадратные головки болтов при этом вводят в Т-образные пазы стола станка.
Простейшим видом крепёжных приспособлений являются прихваты, которые при помощи болтов прижимают заготовку либо к поверхности стола, либо к особым планкам, которые подкладывают под заготовку (рис. 1.16). Квадратные головки болтов при этом вводят в Т-образные пазы стола станка.
Для закрепления заготовок широко применяют также машинные тиски, у которых одна из губок неподвижна. В зависимости от того, как должна быть установлена заготовка по отношению к фрезе, используют простые (рис. 1.17, а), универсальные (рис. 1.17, б) и поворотные (рис. 1.17, в) машинные тиски.
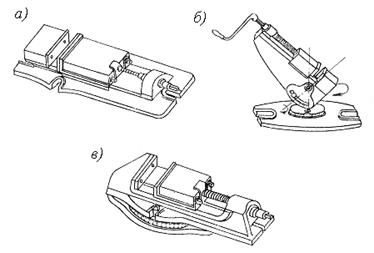
Рис. 1.17. Типы машинных тисков:
а) — простые, б) — универсальные, в) — поворотные
Поворотные тиски обеспечивают возможность поворота заготовки без её раскрепления вокруг вертикальной оси, а универсальные – вокруг вертикальной и горизонтальной осей. Углы поворота устанавливают по цифрам, указанным на круговых шкалах основания тисков.
Тиски закрепляют на столе станка при помощи болтов, головки которых вводят в Т-образные пазы стола.
Универсальная делительная головка.Одним из сложных видов работ, выполняемых на фрезерных станках, является последовательное фрезерование на заготовке нескольких поверхностей, расположенных под заданными углами друг к другу. Примером детали с такими поверхностями, выполненными в виде канавок, является зубчатое колесо, схема фрезерования одной из канавок которого представлена на рисунке 1.14, у.
 Фрезерование очередной канавки или поверхности другой формы после изготовления предыдущей без раскрепления и снятия заготовки со станка требует поворота её на заданный между поверхностями угол ψ. С этой целью используют приспособление, называемое универсальной делительной головкой (рис. 1.18). Универсальные делительные головки (УДГ) значительно расширяют технологические возможности фрезерных станков, способствуют повышению как производительности, так и точности обработки.
Фрезерование очередной канавки или поверхности другой формы после изготовления предыдущей без раскрепления и снятия заготовки со станка требует поворота её на заданный между поверхностями угол ψ. С этой целью используют приспособление, называемое универсальной делительной головкой (рис. 1.18). Универсальные делительные головки (УДГ) значительно расширяют технологические возможности фрезерных станков, способствуют повышению как производительности, так и точности обработки.
Применение делительных головок позволяет устанавливать обрабатываемую заготовку под заданным углом к плоскости стола станка, выполнять её поворот на требуемый угол, обеспечивать непрерывное вращение заготовки с различной частотой при фрезеровании винтовых канавок.
Универсальные делительные головки используют при выполнении таких видов работ, как нарезание зубьев зубчатых колёс, фрезерование стружечных канавок у свёрл, развёрток, зенкеров, метчиков, фрез; фрезерование боковых граней болтов, гаек и т. п.
Устройство УДГ. Универсальная делительная головка состоит из неподвижного корпуса 1, на основании которого сделаны два паза 11, предназначенные для закрепления УДГ на столе станка. В корпусе 1 установлена поворотная часть 2, внутри которой находится шпиндель 3. Поворотная часть УДГ позволяет установить шпиндель 3 относительно горизонтальной плоскости под углом до 900 вверх и до 100 вниз. Отсчёт угла наклона положения шпинделя производят по шкале 4. На наружной поверхности переднего конца шпинделя имеется резьба, служащая для закрепления трёхкулачкового самоцентрирующего патрона. Внутренняя поверхность переднего конца шпинделя имеет конусное отверстие, в которое можно устанавливать приспособления типов «центр», «переходная втулка» и «цанговый патрон».
Поворот шпинделя вокруг его оси осуществляют вращением рукоятки 6 со стержнем 5, который предназначен для фиксации положения рукоятки относительно делительного диска 8. На этом диске выполнены делительные круги, представленные в виде отверстий одинакового диаметра, расположенных на равных расстояниях друг от друга (по 11 кругов с каждой стороны диска). Отверстия предназначены для размещения в них конца стержня фиксатора. Количество отверстий на делительных кругах, расположенных с одной стороны используемого в данной лабораторной работе делительного диска, равно 16, 17, 19, 21, 23, 29, 30, 31 и с другой стороны — 33, 37, 39, 41, 43, 47, 49, 54.
Вращение от рукоятки 6 через систему механических передач с передаточным отношением 1/40 поступает на вал шпинделя 3. Величину, обратную передаточному отношению N, называют характеристикой делительной головки (N = 40). Таким образом, число N соответствует числу оборотов рукоятки, необходимому для осуществления поворота шпинделя УДГ на 3600.
Поворот шпинделя вместе с заготовкой на равные или неравные углы, выполняемый с помощью УДГ, называют «делением». Определение угла поворота производят по лимбу 11 или с помощью делительного диска 8. В связи с этим рассматривают три метода деления с помощью УДГ: непосредственное, простое и дифференциальное.
Непосредственное деление осуществляют поворотом шпинделя УДГ с закреплённой на нём заготовкой рукояткой 6. При этом отсчёт угла поворота на УДГ, представленной на рисунке 1.18, ведут по лимбу 10. Этот способ «деления», реализуемый на УДГ данного типа, не обеспечивает высокую точность угла поворота. Его применяют при повороте заготовок на углы типовых значений: 10, 20, 30, 40, 60, 90, 120, 180 градусов.
Современные УДГ с оптическими системами отсчёта угла поворота позволяют методом непосредственного деления осуществить поворот шпинделя с точностью до угловых секунд.
Простое деление реализуют в тех случаях, когда требуется обеспечить высокую точность углового расположения обрабатываемых поверхностей заготовки друг относительно друга.
Заготовку при использовании данного метода поворачивают на заданный угол α (заданную часть окружности) вращением рукоятки 6. Требуемая точность углового расположения обработанных поверхностей достигается применением в процессе «деления» делительного диска 8 и проведением до обработки некоторых расчётов с последующей несложной наладкой УДГ.
Основная задача при расчётах состоит в определении числа оборотов nр рукоятки 6 которое следует сделать для поворота заготовки на заданный угол α. Это число определяют по формуле
nр = N/z , (1.6)
где z — часть полного оборота заготовки, соответствующая повороту её на заданный угол α: z = 360/α. При фрезеровании многогранника значение z соответствует числу его граней.
Из полученного по формуле (1.6) числа выделяют целую А и дробную а/b части:
nр = N/z = А + a/b. (1.7)
Таким образом, для поворота заготовки на 1/z часть рукояткой 6 нужно сделать А полных оборота и часть оборота, соответствующую значению простой дроби a/b.
Поворот заготовки на часть оборота осуществляют с использованием делительного диска. Для этого на диске находят тот круг с отверстиями, число которых m кратно знаменателю b дроби a/b, определяют множитель k = m/b и умножают на этот множитель числитель и знаменатель, получая дробь ak/bk. Число в знаменателе bk, определённое таким образом, соответствует числу отверстий на выбранном круге делительного диска, а числитель ak указывает, на какое число промежутков между отверстиями этого круга следует повернуть рукоятку УДГ для поворота заготовки на часть оборота, равную a/b (заданный угол α).
После этого расчёта осуществляют наладку УДГ. Суть её состоит в том, что рукоятку 6 устанавливают фиксатором на делительном круге с числом отверстий, равным m, а стержень — фиксатор вводят в одно из отверстий диска.
В процессе «деления» рукоятку делительной головки поворачивают на А полных оборота и дополнительно на часть оборота, равную произведению ak, которое определяется по числу промежутков между отверстиями делительного круга. Количество этих промежутков ak устанавливают с помощью раздвижного сектора 9.
Дифференциальное деление. Дифференциальное деление применяют при необходимости поворота заготовки на заданный угол в том случае, когда метод непосредственного деления не обеспечивает заданную точность углового расположения обработанных поверхностей, а возможность такого поворота простым методом не предусмотрена. Методика выполнения деления этим методом в данной работе не рассматривается.
Дата добавления: 2021-05-28; просмотров: 660;
Поиск по сайту
Узнать еще
- Адаптация как процесс приспособления человека к изменяющимся условиям жизнедеятельности.
- Аппаратура, приспособления и вспомогательные материалы. При
- ВЛАЖНОСТЬ как фактор среды и приспособления к ней
- Выбор и обоснование основных элементов приспособления
- ГРУЗОПОДЪЕМНОЕ ОБОРУДОВАНИЕ И ПРИСПОСОБЛЕНИЯ
- Зажимные приспособления 1 глава
- Зажимные приспособления 2 глава
- Зажимные приспособления 3 глава

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
