Влияние геометрической точности станка на точность обработки
Каждый станок состоит из узлов, которые в совокупности образуют единую технологическую систему. При этом одна часть узлов связана с обрабатываемой заготовкой, другая с режущим инструментом.
Погрешности взаимного положения неподвижно закрепленных или перемещаемых узлов станка (геометрические погрешности) обусловлены либо неточностью изготовления соответствующих элементов станка (т.е. деталей, из которых состоит узел) либо износом контактирующих поверхностей деталей.
Погрешности изготовления металлорежущих станков приводят к нарушению взаимного расчетного положения режущего инструмента и заготовки. То есть появляется погрешность обработки, вызванная геометрической погрешностью станка.
Геометрические погрешности станков регламентированы:
например, для станков нормальной точности установлены следующие нормы:
- Радиальное биение шпинделя, мм 0,01-0,015
- Торцевое биение шпинделя, мм 0,01 - 0,02
- Прямолинейность и параллельность направляющих на длине 1000мм 0,02.
Погрешности от геометрической неточности станков полностью или частично переносятся на обрабатываемые детали.
Геометрические неточности станка можно определить, рассматривая геометрическую связь заготовки и соответствующего элемента станка.
Так например, при непараллельности направляющих станка и оси вращения шпинделя погрешность обработки заготовки в продольном направлении будет равна:
 ,
,
где  - допускаемая величина отклонения параллельности направляющих к оси вращения шпинделя; (С=0,02...0,04 для станков токарной группы),
- допускаемая величина отклонения параллельности направляющих к оси вращения шпинделя; (С=0,02...0,04 для станков токарной группы),
 - длина обрабатываемой поверхности детали;
- длина обрабатываемой поверхности детали;
 - длина направляющих станка.
- длина направляющих станка.
Такие погрешности станка как овальность шеек шпинделя, овальность подшипников, радиальное биение шпинделя и т.д. искажают форму поперечного сечения обрабатываемой заготовки.
Погрешности обработки заготовки (детали) в продольном  и поперечном
и поперечном  направлениях, вызванные геометрическими погрешностями станка,
направлениях, вызванные геометрическими погрешностями станка,  суммируются как векторные величины
суммируются как векторные величины

Таким образом, в расчетах точности обработки деталей следует учитывать влияние неточности изготовления станков.
В совокупности эти неточности приводят к формированию погрешностей формы: отклонениям от цилиндричности или круглости обрабатываемых деталей.
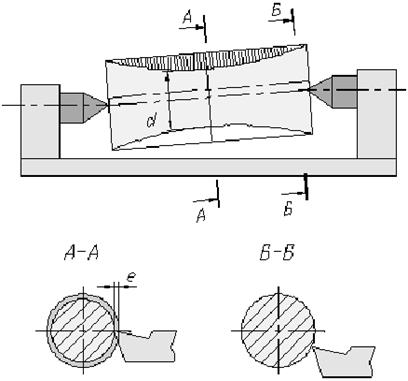
На рисунке показан пример неточности взаимного расположения переднего и заднего центров станка токарной группы. В случае обработки деталей на таком станке, форма последних будет представлять собой в продольном сечении гиперболоид вращения. Это обусловлено тем, что в различных сечениях  и
и  изменяется положение резца по отношению к обрабатываемой заготовке.
изменяется положение резца по отношению к обрабатываемой заготовке.
|
| Рисунок 3.9 Схемы формирования погрешности от неточности изготовления элементов станка. |
Эти отклонения приводят к искажению формы продольного сечения обрабатываемой детали (формируется гиперболоид вращения).
Отклонение от цилиндричности определится как:
 ,
,
 - допускаемая величина отклонения от параллельности направляющих и оси шпинделя (принимается по паспорту станка или справочным данным),
- допускаемая величина отклонения от параллельности направляющих и оси шпинделя (принимается по паспорту станка или справочным данным),
 - длина направляющих;
- длина направляющих;
 - длина обрабатываемой поверхности детали.
- длина обрабатываемой поверхности детали.
Радиальное биение шпинделя токарного станка приводит к искажению формы обработанной заготовки в поперечном сечении.
Могут иметь место и другие погрешности пространственных отклонений обрабатываемых заготовок из-за биений патрона, центров и другие. Поэтому в каждом конкретном случае следует анализировать схему взаимодействия заготовки и механизмов станка.
Дата добавления: 2020-07-18; просмотров: 1062;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- V. Атмосфера. Влияние деятельности человека на атмосферу и климат
- VI. Гидросфера. Влияние деятельности человека
- VI.3. Мировой океан. Влияние деятельности человека
- VIII. Литосфера. Влияние деятельности человека
- Автоматизированная разработка программного обеспечения процессов обработки изделий
- Автоматизированные системы управления металлорежущими станками.
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
