Режущие инструменты для обработки отверстий
Спиральное сверло (рис. 1.23, а) состоит из рабочей части ℓ1, шейки ℓ2, хвостовика ℓ3 и лапки ℓ4. Рабочую часть сверла подразделяют на режущую ℓ5, несущую две главные 3, 4 и поперечную 9 режущие кромки инструмента, и на направляющую часть ℓ6.
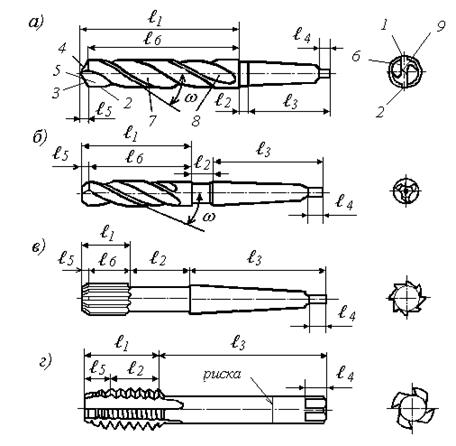
Рис. 1.23. Инструменты для обработки отверстий:
а) — спиральное сверло с коническим хвостовиком; б) — хвостовой зенкер; в) — хвостовая машинная развёртка; г) — метчик
Сверло имеет два режущих лезвия (пера), поверхности которых 5 и 6 являются винтовыми поверхностями стружечных канавок 7 и 8, имеющих угол наклона по отношению к оси w. По этим поверхностям, прилегающим на небольшой длине к главным режущим кромкам и называемыми передними поверхностями режущих лезвий, в процессе сверления движется стружка.
На направляющей части сверла вдоль винтовой канавки расположены две узкие ленточки 1 и 2, обеспечивающие заданное направление движению сверла при резании. Пересечение перьев сверла формирует его вершину в виде поперечной режущей кромки 9.
Хвостовик ℓ3 необходим для установки сверла в шпинделе станка. Лапка ℓ4, расположенная в конце хвостовика, служит упором при выбивании сверла из отверстия шпинделя.
Зенкер. По своей конструкции зенкеры бывают цельными и сборными, насадными и хвостовыми. На рисунке 1.23, б изображен цельный хвостовой зенкер. Основными его элементами являются рабочая часть ℓ1, состоящая из режущей ℓ5 и калибрующей ℓ6 частей, шейка ℓ2, хвостовик ℓ3 и лапка ℓ4.
Хвостовой зенкер в отличие от спирального сверла имеет три или четыре режущих лезвия (зуба) с режущими кромками, расположенными на режущей части, и не содержит поперечной кромки.
Увеличение точности обработки отверстия, достигаемое зенкером, обеспечивается его большей, чем у сверла, жёсткостью и меньшей глубиной резания.
Развёртка —инструмент для чистовой обработки отверстий. Основное отличие развёртки (рис. 1.23, в) от зенкера заключается в том, что она имеет большее число режущих лезвий (зубьев), от 6 до 14, которые, срезая небольшие слои материала, обеспечивают повышенный по отношению к обработке зенкером квалитет точности диаметра отверстия.
Развёртки подразделяют на машинные и ручные. Ручные развёртки предназначены для обработки отверстий вручную. Машинные развёртки по способу установки на станке делят на хвостовые и насадные, по конструкции рабочей части – на цельные и сборные. Конструктивными элементами хвостовой развёртки, представленной на рисунке 1.23, в, являются рабочая часть ℓ1, шейка ℓ2, хвостовик ℓ3 и лапка ℓ4.На рабочей части развёртки, также как у сверла и зенкера, выделяютрежущую ℓ5 и калибрующую ℓ6 части.
Метчик (рис. 1.23, г) — инструмент, используемый для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки. Метчики подразделяют на ручные и машинные. На рисунке 1.23, г изображён ручной метчик, предназначенный для ручного нарезания резьбы. Рабочая часть метчика ℓ1 имеет режущую ℓ5 и калибрующую ℓ2 части. Вращение такого метчика осуществляют вручную с помощью приспособления – воротка, надеваемого на квадрат ℓ4 хвостовика ℓ3. Ручные метчики изготавливаются в комплектах по 2‑3 инструмента, работающих последовательно от предварительного резьбонарезания к достижению окончательных размеров резьбы. На хвостовике ручного метчика делаются риски. Число рисок указывает на номер метчика в комплекте.
Машинные метчики применяют для нарезания резьб на станках. Конструктивно они отличаются от ручных параметрами режущей части, формой хвостовика, а также повышенными требованиями к точности изготовления. На хвостовой части машинного метчика делается кольцевая канавка, являющаяся отличительным внешним признаком метчиков данного типа. Кольцевая канавка является одним из элементов конструкции устройства, предохраняющего машинный метчик от выпадения из патрона, в котором он крепится на станке.
Дата добавления: 2021-05-28; просмотров: 1071;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
