Устройство и назначение универсального горизонтально-фрезерного станка
Универсальные горизонтально‑ и вертикально-фрезерный станки относят к станкам, предназначенным для эксплуатации в условиях единичного и мелкосерийного производств. Устройство и назначение этих близких по конструктивным особенностям консольных фрезерных станков рассмотрим на основе изучения универсального горизонтально-фрезерного станка модели 6Т82, общий вид которого представлен на рисунке 1.15.
На фундаментной плите 1 станка закреплена станина 2. В направляющих верхней части станины располагается хобот 6 с серьгами 7. Серьги служат для поддержания оправки (на рис. 1.15 не указана), которую левым концом устанавливают в шпинделе 5 станка.
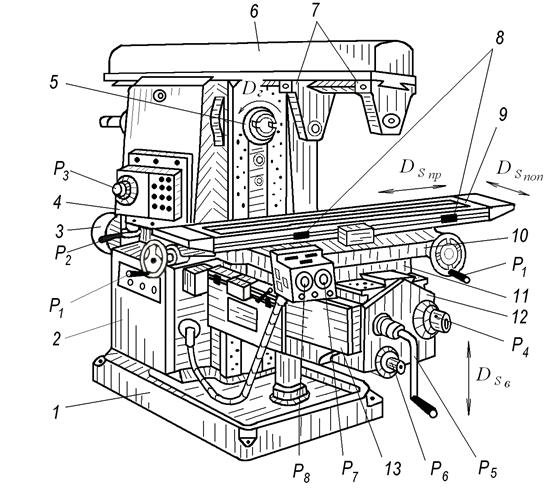
Рис. 1.15. Общий вид универсального горизонтально-фрезерного станка модели 6Т82
Оправка вместе с надетой на неё фрезой (дисковой, цилиндрической, угловой) получает вращение от горизонтально расположенного шпинделя. На данном станке также могут быть использованы торцовые и концевые фрезы, но их устанавливают, а потом закрепляют непосредственно в шпинделе 5 станка. В этом случае фреза будет вращаться вокруг горизонтальной оси и осуществлять обработку по схеме, представленной на рисунке 1.14, в. Это движение фрезы является при фрезеровании главным движением резания Dг. На задней стенке станины станка закреплен электродвигатель 3, обеспечивающий вращение шпинделя 5. Внутри станины размещена коробка скоростей 4, служащая для изменения частоты вращения шпинделя с фрезой. Коробка скоростей позволяет сообщать шпинделю, а, следовательно, фрезе до 18 различных частот вращения (от 31,5 до 1600 об/мин), изменяемых ступенчато с помощью рукояток Р2 и Р3. Пуск и остановку вращения шпинделя выполняют кнопками Р7 и Р8.
Консоль станка 12 имеет возможность перемещаться по направляющим станины в вертикальном направлении (движение вертикальной подачи DSв). На консоли размещены поперечные салазки 11, поворотная часть стола 10 и стол 9. Заготовку закрепляют на столе станка, который вместе с ней получает при обработке продольное перемещение (движение продольной подачи DSпр). Длина продольного перемещения стола станка может регулироваться с помощью перестановки передвижных упоров 8. Движение поперечной подачи DSпоп заготовке сообщают с помощью салазок 11, перемещающихся по поперечным направляющим консоли.
В отличие от обычного горизонтально-фрезерного станка данный станок обеспечивает возможность поворота верхнего стола станка 10 вокруг вертикальной оси поперечных салазок 11 вправо или влево на угол до 450. Величину угла поворота определяют по градусным делениям, нанесённым на поворотной части поперечных салазок станка.
Продольное, поперечное и вертикальное движения заготовки можно осуществлять как вручную, так и автоматически. Ручное перемещение совершают соответственно с помощью рукояток Р1 (две рукоятки), Р4 и Р5. Для создания автоматического движения подачи и регулирования её величины на станке предусмотрены коробка подач 13 и автономный электродвигатель (на рисунке не показан). Коробка подач связывает электродвигатель движений подач с консолью 12, поперечными салазками 11 и столом 9. С помощью этой коробки обеспечивают возможность получения 22 различных значений подачи, ступенчато регулируемых рукояткой Р6 в пределах от 12,5 до 1250 мм/мин.
Дата добавления: 2021-05-28; просмотров: 639;
Поиск по сайту
Узнать еще
- MATHCAD. Назначение. Основные возможности. Простейшие приемы работы.
- А) Назначение и устройство
- А.1. Назначение и типы сборных элементов и конструкций
- А.7 Устройство и принципы действия адсорбционных аппаратов
- Автоматизированные рабочие места, назначение и их виды
- Автоматизированные рабочие места: назначение, состав, виды обеспечения
- Автоматизированные системы управления металлорежущими станками.
- Автоматическая частотная разгрузка в системах электроснабжения. Назначение, принцип действия.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
