Особенности изнашивания режущего инструмента
В процессе работы режущего инструмента происходит сложное взаимодействие инструмента и обрабатываемого материала, в результате которого инструмент изнашивается. В зависимости от условий обработки характер изнашивания режущего инструмента может протекать по-разному:
- преимущественно изнашивается передняя поверхность и незначительно задняя;
- преимущественно изнашивается задняя поверхность и незначительно передняя;
- затупление (скругление) режущего лезвия инструмента.
Изнашивание по передней поверхности инструмента происходит при резании пластичных материалов, когда задняя поверхность предохраняется от изнашивания образующимся наростом (  = 20…40 м/мин, а величина переднего угла
= 20…40 м/мин, а величина переднего угла  имеет небольшое положительное или отрицательное значение), а также в том случае, когда температура на площадках контакта передней поверхности значительно больше, чем задней, например, при обработке титановых сплавов.
имеет небольшое положительное или отрицательное значение), а также в том случае, когда температура на площадках контакта передней поверхности значительно больше, чем задней, например, при обработке титановых сплавов.
При этом на передней поверхности инструмента образуется
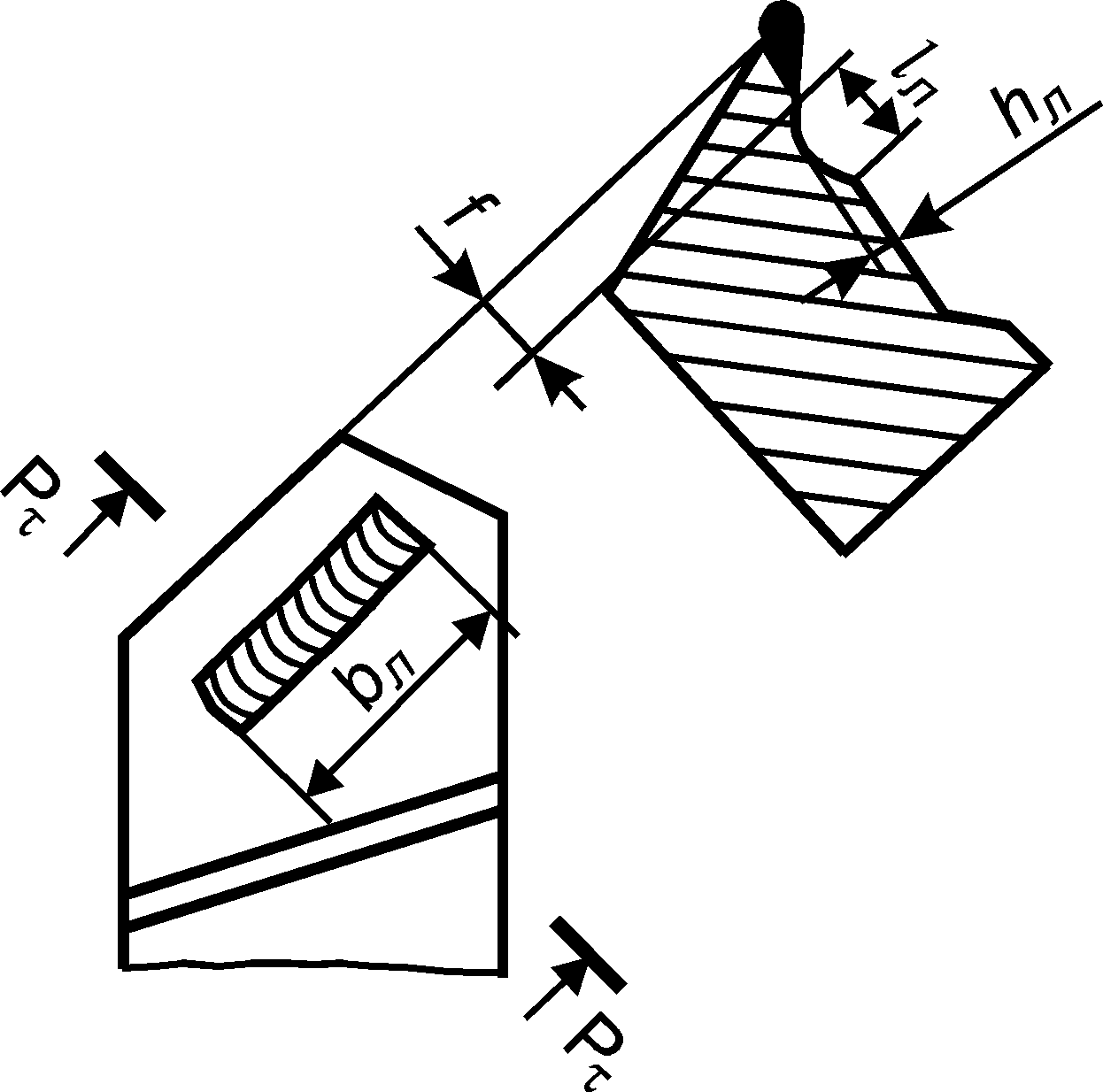 Рис. 33. Износ по передней
поверхности резца
Рис. 33. Износ по передней
поверхности резца
|
лунка, которая характеризуется длиной  , шириной
, шириной  и глубиной
и глубиной  (рис. 33). В начальный момент времени лунка образуется на некотором расстоянии
(рис. 33). В начальный момент времени лунка образуется на некотором расстоянии  от режущей кромки, а затем постепенно развивается по направлению к этой кромке с увеличением своих геометрических параметров.
от режущей кромки, а затем постепенно развивается по направлению к этой кромке с увеличением своих геометрических параметров.
Изнашивание по задней поверхности инструмента происходит при резании малопластичных и хрупких материалов, обладающих значительным упругим восстановлением после обработки, а также при работе с малыми задними углами  и представляет собой площадку износа шириной
и представляет собой площадку износа шириной  с задним углом
с задним углом  = 0о (рис. 34).
= 0о (рис. 34).
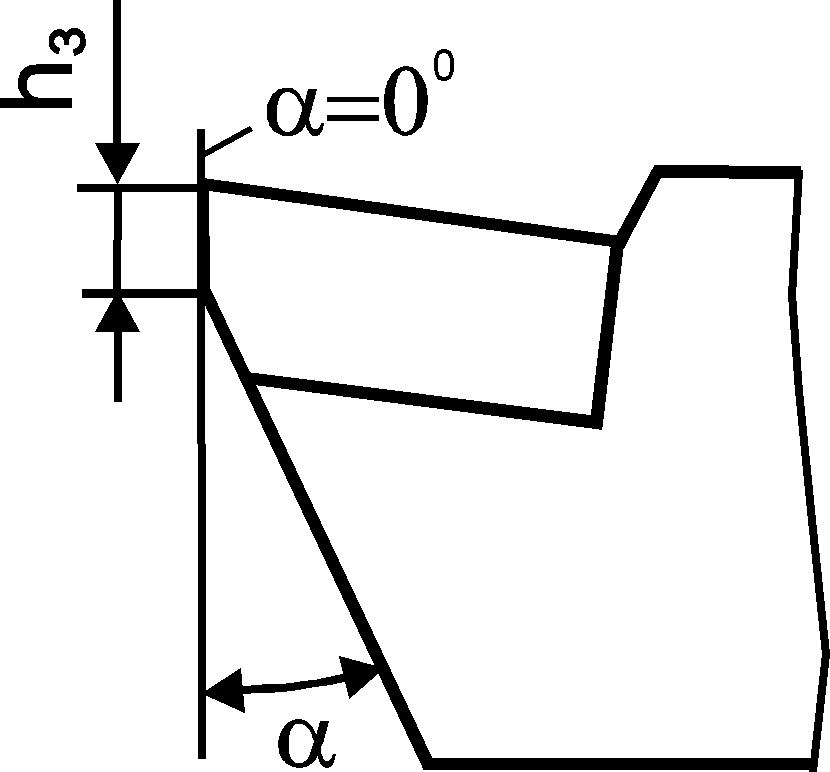 Рис. 34. Износ по задней
поверхности резца
Рис. 34. Износ по задней
поверхности резца
|
Износ по задней поверхности влияет на точность получения размеров обрабатываемой заготовки (рис. 35).
Для обеспечения заданной точности размера заготовки необходимо, чтобы выполнялось условие  или
или  ,
,
где  - радиальный износ резца;
- радиальный износ резца;  - допуск на изготовления размера заготовки.
- допуск на изготовления размера заготовки.
Как видно из рис. 35,  отсюда
отсюда  , учитывая выражение для получим
, учитывая выражение для получим  .
.
Затупление (скругление) режущего лезвия инструмента происходит при чистовой обработке материалов, обладающих малой теплопроводностью, при глубине резания  1 мм.
1 мм.
Дата добавления: 2016-12-16; просмотров: 2405;
Поиск по сайту
Узнать еще
- I. ОСОБЕННОСТИ ДЕЛОВОГО И ЛИЧНОСТНОГО ОБЩЕНИЯ В СОВМЕСТНОЙ ДЕЯТЕЛЬНОСТИ
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- I2. Особенности аэродинамики несущего винта (НВ)
- II. Завоевание Китая маньчжурами. Экономическое положение страны в XVII – начале XIX вв.: аграрная политика Цинской династии, особенности развития городского ремесла
- II. Особенности политического устройства Ирана
- II. Особенности развития турецкой буржуазии. Становление младотурецкого движения
- II. РЕЖИМ И ОСОБЕННОСТИ ЛИЧНОЙ ГИГИЕНЫ
- III. Особенности политической элиты России.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
