Износ режущего инструмента
Виды изнашивания
Износ и связанное с ним затупление режущего инструмента происходят в результате сложного взаимодействия механических, физических и химических явлений. Доминирующее влияние одного явления над другими приводит к различным видам изнашивания режущего инструмента. На основании многочисленных экспериментальных исследований процесса резания материалов установлено три вида изнашивания режущих инструментов: абразивное, адгезионное и диффузионное.
Абразивное изнашивание инструмента происходит за счет царапания его рабочих поверхностей стружкой (элементами стружки), частицами нароста, а также твердыми включениями, имеющимися в материале обрабатываемой заготовки. Возможность царапания рабочих поверхностей режущего инструмента, более твердых по сравнению с обрабатываемой заготовкой, обусловлена тем, что инструментальный материал по своей основе неоднороден. В связи с этим на его рабочих поверхностях имеются участки как большей, так и меньшей твердости. Поэтому под воздействием вышеуказанных факторов происходит удаление частиц инструментального материала с менее твердых участков, разрыхление поверхностных слоев с последующим их более интенсивным изнашиванием.
Адгезионное изнашивание заключается в молекулярном взаимодействии (схватывании) поверхностных слоев режущего инструмента и обрабатываемого материала и последующем вырывании частиц материала инструмента.
Природа данного явления обусловлена тем, что контактные
поверхности режущего инструмента и обрабатываемого материала не являются идеально гладкими, то есть имеют вполне определенную шероховатость. Поэтому их точками соприкосновения в процессе резания являются выступающие участки микрорельефа (рис. 31), что вызывает в местах контакта большие удельные нагрузки, разрушающие окисные пленки.
 Рис. 31. Схема образования
«мостиков холодной сварки»
Рис. 31. Схема образования
«мостиков холодной сварки»
|
В результате такого контакта происходит образование «мостиков холодной сварки», которые разрушаются и вновь образуются вследствие движения деформируемого материала относительно режущего клина. Причем процесс разрушения «мостиков» сопровождается вырыванием частиц инструментального материала и образованием адгезионных пятен. Данное явление активно проявляется, когда температура в зоне резания составляет более 600  .
.
Диффузионное изнашиваниеинструмента происходит в результате взаимного растворения металла заготовки и материала инструмента. На активность процесса растворения оказывает влияние высокая температура (900…1200 ) контактного слоя, возникающая при высокой скорости резания. Процесс диффузионного изнашивания приводит к изменению химического состава и физико-химических свойств поверхностных слоев инструмента, снижает его износостойкость. Поэтому диффузионное изнашивание можно рассматривать как разновидность химического изнашивания.
Износ инструмента происходит по определенным закономерностям. В самом общем виде, независимо от вида изнашивания и типа режущего инструмента, зависимость его износа от времени работы может быть представлена в виде графика, показанного на рис. 32.
На данной графической зависимости можно выделить три характерные зоны:
I – зона начального износа или зона приработки инструмента
(  ~ 0,05…0,1 мм). В этой зоне инструмент подвергается в основном абразивному износу;
~ 0,05…0,1 мм). В этой зоне инструмент подвергается в основном абразивному износу;
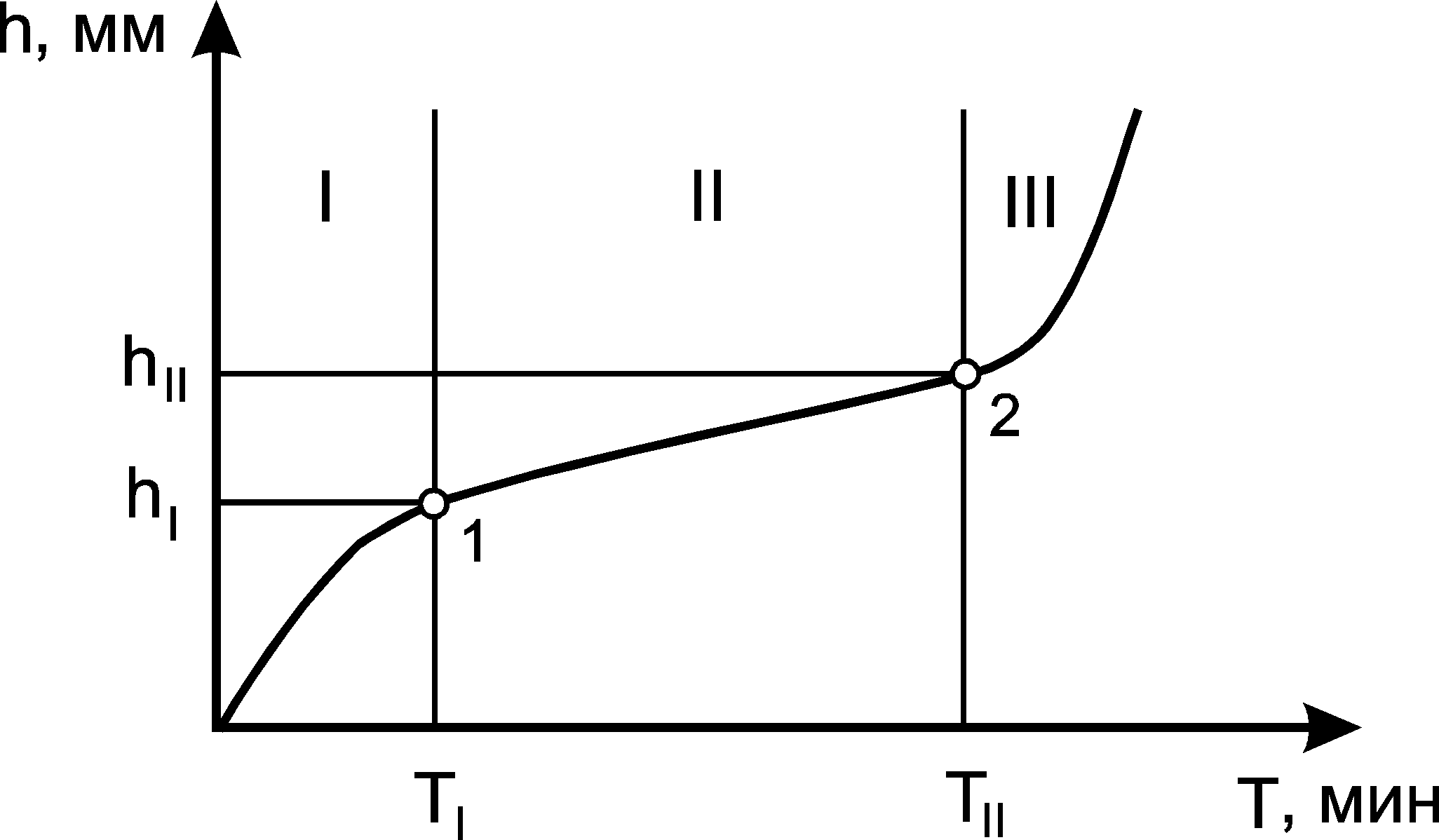 Рис. 32. Зависимость изменения износа
инструмента от времени работы
Рис. 32. Зависимость изменения износа
инструмента от времени работы
|
II – зона нормального износа. Значение износа  , соответствующее точке 2 перегиба на кривой износа, называется величиной допустимого износа, которая может составлять 1…2 мм. В этой зоне доминирующим является, как правило, адгезионный износ.
, соответствующее точке 2 перегиба на кривой износа, называется величиной допустимого износа, которая может составлять 1…2 мм. В этой зоне доминирующим является, как правило, адгезионный износ.
III – зона катастрофического износа. Если не допускать работу инструмента в зоне III, то срок его службы значительно увеличится. В этой зоне превалирует диффузионный износ.
Дата добавления: 2016-12-16; просмотров: 3647;
Поиск по сайту
Узнать еще
- II. Физический и моральный износ машин.
- А вот и обещанная статья о принципах Дезинфекции и стерилизации металлического инструмента.
- Акушерский инструментарий
- АНАЛИЗ РАБОТЫ РЕЖУЩЕГО АППАРАТА
- Безопасная эксплуатация оборудования, инструмента, приспособлений, инвентаря, транспортных средств, предохранительных и оградительных устройств.
- Бурение долотами режущего действия (лопастные долота, пикобуры).
- В противоположность этому, операционная система или инструментальное ПО не вносят прямого вклада в удовлетворение конечных потребностей пользователя.
- В чем специфика хоровой и инструментальной фуг?

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
