ОБРАБОТКА ДЕТАЛЕЙ ПОД РЕМОНТНЫЕ РАЗМЕРЫ
Обработка деталей под ремонтные размеры преследует цель восстановить качество сопряжения в кинематических парах типа вал - втулка, поршень - цилиндр и др. У более дорогостоящей детали сопряжения неравномерный износ устраняют механической обработкой, а менее дорогостоящую деталь заменяют новой, имеющей измененный (ремонтный) размер.
Рассмотрим методику определения ремонтных размеров на примере сопряжения вал - втулка. На рис. 9.1, а показано сечение нового вала диаметром dn и сечение изношенного вала диаметром dн, имеющего неравномерный износ. Наибольший односторонний износ составляет iB.
Минимальный припуск на одну сторону при обработке вала под ремонтный размер определяют по формуле:
ZB = RZ + T + ρ + E (9.1)
Где RZ - микронеровности изношенной поверхности; T - толщина дефектного слоя поверхности вала перед ремонтом; ρ - прогиб вала; Е -неточность базирования вала на станке в связи с повреждениями центровых гнезд, биением центра передней бабки станка.
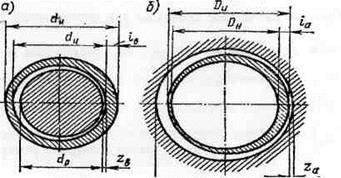
рис. 9.1.
Ориентировочно припуск на сторону при чистовой обточке и расточке составляет 0,05-0,1 мм, при шлифовании - 0,03-0,05 мм.
Значение первого ремонтного размера для рассматриваемого случая определится по формуле
dpl = dH – 2(ib + Zb). (9.2)
Обозначив 2(ib + Zb) через ω, получим:
dpl = dH – ω.
Величина ω характеризует ремонтный интервал для вала.
На рис 9.1 б показан первый ремонтный размер Dp1 при восстановлении отверстия втулки; Dн - номинальный размер втулки; ia- наибольший односторонний износ отверстия; Za- снимаемый слой металла при обработке отверстия под ремонтный размер.
Ремонтный размер для отверстия втулки
Dр = Dн + 2(ia + Za.) (9.3)
Таким образом, расчётные формулы для определения ремонтных размеров будут иметь вид:
 - для наружных цилиндрических поверхностей (валов)
- для наружных цилиндрических поверхностей (валов)
 - для внутренних цилиндрических поверхностей (отверстий)
- для внутренних цилиндрических поверхностей (отверстий)
где n - число ремонтных размеров, которое определяют по формулам:
для валов  , (9.4)
, (9.4)
для отверстий  , (9.5)
, (9.5)
где dmin - минимально допустимый диаметр вала, мм; Dmax- максимально допустимый диаметр отверстия, мм.
Дата добавления: 2021-03-18; просмотров: 645;
Поиск по сайту
Узнать еще
- B — число подмножеств, то частное а : b - это число элементов в каждом подмножестве.
- DBASe-подобные реляционные языки
- DES с независимыми подключами
- I этап – обработка протокола
- I этап – Подготовка к выступлению.
- I этап. Подготовительный
- I. Подготовка, принятие и источники уложения. Причины создания Соборного Уложения
- I. Реакции подвижного водорода в группе ОН

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
