ВЛИЯНИЕ КАЧЕСТВА ПОВЕРХНОСТИ НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ДЕТАЛИ
Шероховатость обработанной детали, наклёп и остаточные напряжения в поверхностном слое детали значительно влияют её эксплуатационные свойства: износостойкость, коррозийную стойкость, усталостную прочность, стабильность посадок.
Шероховатость поверхности уменьшает площадь фактического контакта двух сопрягаемых поверхностей, поэтому в начальный период работы возникают значительные удельные давления и более интенсивный износ.
Грубо обработанные поверхности более подвержены коррозии, особенно в атмосферных условиях, так как коррозия наиболее интенсивно протекает на дне микронеровностей и мелких царапин.
Установлено, что прочность стальных деталей, обработанных резанием, по сравнению с полированными деталями в условиях знакопеременной нагрузки составляет 40.. .50%.
При запрессовке детали наблюдается сглаживание микронеровностей, приводящие к уменьшению фактического натяга и, как следствие уменьшение прочности соединения.
Создание в поверхностном слое наклепа и остаточных сжимающих напряжений в большинстве случаев повышает усталостную прочность (на 30.. .80%) и износостойкость (в 2..3 раза), но одновременно в 1,5...2 раза уменьшает коррозийную стойкость.
Шероховатость поверхности зависит от метода и режима обработки, качества применяемого режущего инструмента, жесткости технологической системы, свойств обрабатываемого материала и др.
Каждому методу обработки соответствует свой диапазон получаемой шероховатости поверхности (см. табл. 7.1).
Таблица 7.1
| Метод обработки | Соответствущий квалитет точности | Шероховтость поверхности Ка. мкм | Метод обработки | Соответствущий квалитет точности | Шероховатость поверхности Ra. мкм |
| Точение: предварительное .. чистовое.. тонкое, алмазное... | 12-13 | 12,5 | Прошивание (для коротких отверстий)... | 0,63-0,32 | |
| 10-11 | 2,5-12,5 | шлифование: обдирочное... | 2,5-1,25 | ||
| 6-7 | 0,63-0,32 | предварительное.. | 8-10 | 1,25-0,63 |
Таблица 7.2
| Фрезерование: предварительное чистовое тонкое (торцовыми фрезами) | чистовое... | 7-8 | 0.63-0,32 | ||
| 11-12 | 12,5 | тонкое.... | 6-7 | 0,32-0,08 | |
| 8-10 | 2,5-1,25 | Хонингование отверстий диаметром до 80 мм... | 6-7 | 0,32-0,08 | |
| 6-7 | 0,63-0,32 | Развертывание: предварительное. чистовое... тонкое... | |||
| Сверление: | 11-12 | 6,3-2,5 | 8-9 | 2,5-U5 | |
| Зенкерование: предварительное... чистовое (после чернового).... | 1,25-0,63 | ||||
| 2,5-12.5 | 6-7 | 0,63-0,32 | |||
| 6,3-2,5 |
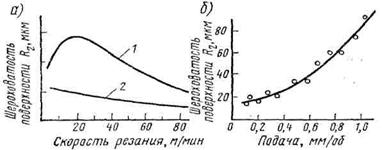
При обработке заготовок лезвийным инструментом шероховатость поверхности в значительной мере зависит от скорости резания и подачи (рис.7.1 а, б)
Кривая 1- соответствует точению стали, кривая 2 - точению чугуна.
При обтачивании стальной заготовки со скоростью до 20 м/мин наблюдается наибольшая шероховатость, что связано с активным образованием нароста на режущей кромке резца. При скорости выше указанной образование нароста снижается, кроме того, при высоких скоростях резания значительно уменьшается глубина пластических деформаций, что также снижает шероховатость.
На рис. 7.1 б показана зависимость шероховатости поверхности от подачи при точении заготовки из стали 45 резцом с радиусом при вершине 2,5 мм.
При переходе в область подач свыше 0,2 мм/об микронеровности обработанной поверхности возрастают более интенсивно. С увеличением глубины резания шероховатость поверхности возрастает незначительно и практически её можно не учитывать.
При обработке заготовок абразивным инструментом шероховатость поверхности снижается с уменьшением зернистости и повышением твердости шлифовального круга, повышением скорости резания, уменьшением продольной и поперечной подачи.
При обработке стали с высоким содержанием углерода (С > 0,5%) шероховатость снижается по сравнению с обработкой низкоуглеродистой стали.
Дата добавления: 2021-03-18; просмотров: 580;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- H. Разработка мер по повышению качества работы органа здравоохранения
- I. Товар и его свойства.
- II.3. Физико-химические свойства нефтей и природных газов
- II.4. Классификация нефтей и газов по их химическим и физическим свойствам
- IV. Степени качества наречий
- Mетодические критерии качества измерений в социальных науках
- V. Атмосфера. Влияние деятельности человека на атмосферу и климат

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
