МЕТАЛЛИЗАЦИЯ НАПЫЛЕНИЕМ
Процесс металлизации заключается в нанесении на поверхность детали расплавленного металла струей сжатого воздуха. Толщина покрытия в зависимости от его назначения может быть от 0,03 до 10 мм и более. При ремонте машин металлизация напылением имеет пока ограниченное применение: наращивание изношенных поверхностей валов, цапф, устранение различных дефектов в корпусах (раковин, пор), декоративные и антикоррозионные покрытия.

|
Физическая сущность процесса металлизации заключается в следующем: напыляемый металл расплавляется каким-либо источником тепла и с помощью сжатого воздуха или инертного газа распыляется на мелкие частицы диаметром от 3 до 300 мкм.
| Рис. 11.1 |
Расплавленные частицы металла, пролетая расстояние от зоны плавления до поверхности детали, успевают несколько остыть и из жидкого состояния переходят в твердое. В момент удара эти частицы, обладая достаточно большой кинетической энергией, контактируют с микрорельефом поверхности детали и между собой, образуя на поверхности детали покрытие. Прочность покрытия определяется молекулярными силами сцепления контактных участков и чисто механическим зацеплением напыляемых частиц за неровности поверхности детали. Средняя температура потока частиц у поверхности детали относительно невысока (около 70 °С), что связано с подачей большого объёма воздуха и небольшого объема частиц металла. В процессе напыления частицы металла подвергаются окислению. Покрытие получается пористым, достаточно хрупким, имеющим низкий предел прочности на растяжение. В зависимости от источника расплавления металла различают следующие виды металлизации: газопламенную, дуговую, высокочастотную, плазменную.
Газопламенная металлизация. На рис. 11.1 показана схема распыления металла газовым металлизатором: присадочная проволока 3 расплавляется пламенем смеси горючего газа (ацетилена или пропан-бутана) с кислородом. Эта смесь подается по кольцевому каналу 1, а по кольцевому каналу 2 подается сжатый воздух или инертный газ, который распыляет жидкий металл. Расплавление металла производится в восстановительном пламени 4, что позволяет уменьшить выгорание легирующих элементов (углерода, марганца и др.) и тем самым повысить качество напыляемого металла. Преимуществом газопламенной металлизации является сравнительно небольшое окисление металла. Недостаток способа - сложность установки и невысокая производительность процесса (2—4 кг напыляемого металла в 1 ч).
Дуговая металлизация заключается в том, что электрическая дуга возбуждается между двумя присадочными проволоками 1 (рис. 11.2), которые изолированы одна от другой и непрерывно подаются роликовым механизмом 2 со скоростью 0,6—1,5 м/мин через наконечник 3. Одновременно через сопло 4 в зону дуги поступает воздух или инертный газ под давлением 0,4—0,6 МП а. Расплавленный металл выдувается сжатым воздухом на поверхность детали 5.
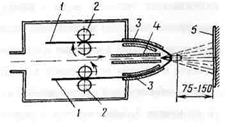
рис 11.2
Преимущества дуговой металлизации - относительно высокая производительность процесса (от 3 до 14 кг напыляемого металла в 1 ч) и достаточно простое оборудование. К недостаткам процесса относятся значительное выгорание легирующих элементов и повышенное окисление металла.
Высокочастотная металлизация основана на расплавлении присадочной проволоки с помощью индуктора, который питается током высокой частоты (200—300 кГц) от лампового генератора. Высокочастотная металлизация по сравнению с дуговой имеет ряд преимуществ: уменьшается выгорание легирующих элементов проволоки в 3-6 раз и уменьшается пористость покрытия; увеличивается производительность процесса, так как применяется проволока большего диаметра (3-6 мм); уменьшается примерно в 2 раза удельный расход электроэнергии. Недостаток - более сложное оборудование.
Плазменная металлизация - весьма перспективный способ напыления металлов, так как позволяет получать покрытия из тугоплавких и износостойких материалов, в том числе из твердых сплавов. Этот способ основан на способности газов переходить при определённых условиях в состояние плазмы. Плазмой называется газ, находящийся в сильно ионизированном состоянии под воздействием различных факторов: температуры, электрического или высокочастотного разряда, γ - излучения, детонации.
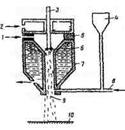
При плазменной металлизации плазма образуется пропусканием плазмо-образующего газа через дуговой разряд, который возбуждается между двумя электродами. Плазменная обработка осуществляется в специальных установках, называемых плазмотронами, или плазменными головками. На рис. 11.3 показана принципиальная схема установки для плазменной металлизации. Установка состоит из плазмотрона и устройства для подачи напыляемого-порошка.
|
| Рис.11.3 |
Плазмотрон состоит из катода 3 и анода (сопла) 7, охлаждаемых потоком воды 2.Катод изготовлен из вольфрама, анод - из меди. Катод изолирован от анода прокладкой 5. Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу 6. Плазмообразующий газ, введенный в зону горения дуги по каналу 1, ионизируется и выходит из сопла 7 в виде струи небольшого сечения.
В качестве плазмообразующего газа используют аргон или азот и реже водород или гелий. Температура плазменной струи достигает 10 000-30 000°С. Более высокую температуру (15 000-30 000°С) имеет аргонная плазма, однако азотная плазма является большим носителем тепловой энергии. В качестве напыляемого материала применяют гранулированный порошок 4.
Подача порошка в плазменную струю осуществляется по каналу 8 транспортирующим газом (азотом). Расход порошка регулируют в пределах от 3 до 12 кг/ч. Напыляемый порошок расплавляется плазменной струей 9 и наносится на поверхность 10 детали.
Дата добавления: 2021-03-18; просмотров: 602;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
