Технологические методы, повышающие качество поверхностного слоя деталей машин.
В получении поверхностного слоя высокого качества важную роль играют финишные операции, из которых наиболее распространено шлифование.
Для получения износостойкого поверхностного слоя применяется ряд технологических приемов:
- термическое упрочнение путём закалки стальных деталей;
- химико-термическая обработка (цементация с последующей закалкой и отпуском, азотирование и др.);
- нанесение на рабочие поверхности покрытий гальваническим или химическим способом, наплавкой износостойких сплавов, металлизацией напылением и другими способами;
- упрочнение деталей поверхностным пластическим деформированием.
Поверхностное пластическое деформирование достигается упрочнением деталей дробью, обкаткой наружных поверхностей, раскаткой и дорнованием отверстий.
При упрочнении деталей дробью применяют стальную дробь диаметром 0,4..2,0 мм, которую направляют с помощью дробемета на обрабатываемую поверхность со скоростью 50...90 м/с. При этом создается наклёп на глубину до 1 мм.
Кроме этого наклёп получают с помощью центробежной установкой (рис 7.2), рабочим органом которой является сепаратор 3, в котором свободно размещены шарики 2. При вращении сепаратора шарики под действием центробежной силы выдвигаются на размер h, ударяя о поверхность 1.
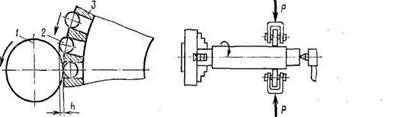
Рис.7.2 Рис.7.3
В зависимости от физико-механических свойств деталей твёрдость поверхностного слоя в результате упрочнения дробью повышается на 20..50%, а глубина наклепа достигает 0,5... 1,5 мм. В зоне наклепа образуются сжимающие напряжения до 500...800 МПа, а под слоем растягивающие. Процесс упрочнения длится не более 10 мин. Повышение времени обработки приводит к появлению микротрещин (перенаклёп).
Упрочнение наружных поверхностей обкаткой свободно вращающимися роликами (рис.7.3) осуществляется путём прижима роликов к обрабатываемой поверхности с силой Р = 1,5...4.0 кН.
Припуск на обкатывание составляет 0,01 ..0,02 мм. В результате обкатывания стальных деталей шероховатость поверхности может быть изменена с Ra ≈ 2,5 мкм до Ra ≈ 0,32 мкм. Для раскатывания отверстий применяются раскатники (рис.7.4)
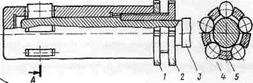
Рис. 7.4
Дата добавления: 2021-03-18; просмотров: 552;
Поиск по сайту
Узнать еще
- V.VII. Зависимость ширины и формы выхода слоя на поверхности от его истинной мощности, угла падения и формы рельефа
- А) нанесение осей и контуров здания; б, в) разметка и вычерчивание деталей фасада; г) нанесение размеров и оформление
- А) сетка координационных осей; б) привязка стен, разметка перегородок; в) вычерчивание деталей; г) нанесение размеров и оформление
- АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ КОНТРОЛЯ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЭЛЕКТРОННЫХ СРЕДСТВ
- Автоматические и полуавтоматические линии по обработке деталей и изделий
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,
- Адсорбционного слоя»
- АКТУАЛЬНОСТЬ ПРОБЛЕМЫ УПРАВЛЕНИЯ КАЧЕСТВОМ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
