Монтажная втулка (I) и схема, поясняющая её применение (II)
I)
II) 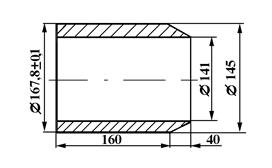
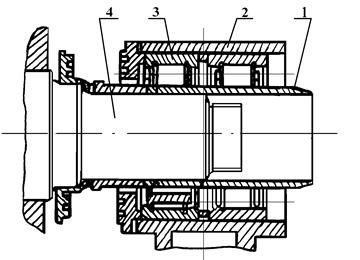
| - монтажная втулка | - корпус буксы | ||
| - подшипники | - ось |
Рисунок V - 2
Пружины центрального подвешивания должны находиться в своих гнездах. Не допускаются к эксплуатации пружины с изломом или трещинами в каком-либо витке и пружины с просадкой выше установленных норм.
Смену пружин центрального подвешивания моторной тележки под вагоном произведите, используя специальные гидравлические домкраты, в следующем порядке: подведите под поддон два домкрата и, сжимая пружины, поднимите поддон на величину, позволяющую снять серьги с валиков подвесок; на продольную балку рамы тележки под шкворневую балку кузова установите распорный деревянный брусок или другое приспособление; снимите с валиков подвесок серьги и опустите поддон с пружинами; замените неисправную пружину. После замены пружины сборку центрального подвешивания производите в обратном порядке.
Смену пружин центрального подвешивания под головными и прицепными вагонами (рис. IV - 22) производите также на специальных домкратах в следующем порядке:
- отверните гайки 2 предохранительных скоб 3 и снимите скобы;
- не вынимая шкворня, поднимите вагон вместе с тележкой на высоту 150÷200 мм;
- подложите под поддон 5 со стороны неисправной пружины подкладку (деревянный брусок или другое приспособление);
- опустите вагон и снимите освободившиеся серьги, соединяющие валики подвесок с валиками поддона;
- вновь поднимите вагон вместе с тележкой до освобождения пружинных комплектов 4; замените неисправную пружину.
Сборку пружин центрального подвешивания под вагоном произведите в обратном порядке.
Пружины буксового подвешивания тележек головного и прицепного вагонов заменяйте после подъёма кузова вагона. Сначала расшплинтуйте и отверните гайки шпинтонов буксовых узлов одной колёсной пары. Затем поднимите раму тележки настолько, чтобы шпинтоны вышли из надбуксовых пружин. Снимите неисправную пружину и замените её новой. После этого опустите раму и произведите сборку тележки в обратном порядке, соблюдая при этом правильное расположение деталей буксового фрикционного гасителя.
Пружины на тележку устанавливайте предварительно оттарированные и подобранные по высоте в строгом соответствии с технической документацией на тележку данного типа.
Особое внимание при осмотрах следует обращать на поперечные балки, кронштейны, подвеску редуктора, продольные балки в местах отверстий для подвесок центрального подвешивания, узлы соединения продольных балок с поперечными, на надрессорный брус и детали центрального подвешивания.
На каждом ТР-1 проверьте состояние узлов подвески редуктора. В случае отсутствия предварительного натяга амортизаторов произведите их подтяжку путем затяжки гаек крепления амортизаторов.
Запрещается эксплуатация рам и надрессорного бруса тележек с трещинами. Гайки болтов крепления скользунов кузова должны быть плотно затянуты и зашплинтованы.
На каждом ТР-1 зимой произведите контрольную прокачку демпферов под вагоном вручную: освободите от крепления на тележке верхнюю головку, вставьте в головку ломик, прокачайте демпфер 2-3 раза на всю длину хода штока. При прокачке демпфера шток должен перемещаться плавно без рывков и заеданий, в противном случае демпфер снимите и отправьте в депо для ревизии. Одновременно с прокачкой тщательно проверьте состояние узлов крепления демпфера к тележке и соединения головки со штоком.
Через каждые три ТР-1 снимайте демпферы с тележек и производите их ревизию с обязательной разборкой в соответствии с “Техническими указаниями по эксплуатации гидравлических демпферов”, прилагаемыми к формуляру электропоезда. Разборку должен производить специально обученный слесарь.
Текущий ремонт ТР-2. Проведите все операции, упомянутые в ТР-1, и дополнительно:
- обточите бандажи колёсных пар без выкатки из-под вагонов в соответствии с требованиями “Инструкции по формированию и содержанию колёсных пар тягового подвижного состава железных дорог колеи 1520 мм”.
- проведите ревизию тягового привода, и ревизию подшипникового узла малой шестерни согласно "Инструкции по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава" (ЦТ/330), произведите замер осевого зазора в подшипниках узла шестерни.
Для замера осевого зазора в подшипниках шестерни необходимо с помощью ломика сместить фланец шестерни в сторону двигателя, затем в противоположную сторону, зафиксировав величины перемещения фланца с помощью индикатора, разность между ними – величина осевого зазора должна быть в пределах (0,2...0,6) мм. В случае большего зазора необходимо извлечь соответствующее количество регулировочных прокладок 15 (рис. IV-16), суммарная толщина которых должна соответствовать величине превышения фактического зазора над допустимым;
- при обнаружении неисправностей выкатите тележку и отремонтируйте или замените неисправные детали;
- произведите детальный осмотр буксовых подшипников колёсных пар с добавлением смазки, при необходимости произведите ревизию буксовых подшипников колёсных пар в соответствии с “Инструкцией по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава” (ЦТ/330);
- проверьте детали рам и центрального подвешивания;
- дополните или замените смазку в узлах тележки, рычажно-тормозной передачи согласно “Химмотологической карте”.
Переточку профиля катания колеса можно произвести без выкатки колпары на станке КЖ-20.
При необходимости разборки упругой муфты и распрессовки фланцев двигателя или шестерни предварительно выкатите тележку из-под вагона. Разборку произведите в следующем порядке: отверните восемь болтов (рис. IV- 18) со стороны тягового двигателя; произведите обжатие упругого элемента 5 в осевом направлении настолько, чтобы втулки 3 вышли из отверстий во фланце двигателя; снимите с помощью крана тяговый двигатель; извлеките два освободившихся полукольца 4; выверните болты 2 из втулок фланца шестерни на длину, позволяющую вынуть из-под них шайбы с прорезью и выньте шайбы; отпустите болты 10, выньте прорезные шайбы 15, отожмите два болта с втулками 11, сдеформируйте упругий элемент в радиальном направлении, выньте кольцо 8 с болтами 10 и снимите упругий элемент, при необходимости произведите гидравлическую распрессовку фланцев двигателя и шестерни.
Распрессовка осуществляется путем создания давления масла между посадочными поверхностями хвостовика вала и фланца упругой муфты в следующем порядке (рис. V-4):
- расконтрите и отверните подиагонально четыре болта передней крышки редуктора 1;
- введите шпильки 2 через отверстия фланца 3 и заверните в освободившиеся резьбовые отверстия; наденьте на свободные концы шпилек 2 опорные шайбы 4, пружины 5, стопорные шайбы 6, наверните гайки 7;
-вставьте в резьбовое отверстие специального штуцера 8 уплотнительную медную прокладку 9 и наверните на штуцер 10 плунжерной пары ручного насоса 11;
- заполните бачок 13 индустриальным маслом И-12А или И-20А и вверните его в резьбовое отверстие ручного насоса 11;
- вставьте в резьбовое отверстие вала 14 уплотнительную медную прокладку 15 и заверните специальный штуцер 8 до упора;
- рукояткой насоса 12 создайте давление, необходимое для распрессовки фланца 3.
После выполнения указанных операций произведите следующие работы:
- отверните поочередно гайки 7, снимите фланец со шпилек;
- выверните шпильки из резьбовых отверстий корпуса редуктора.
Не допускаются к установке фланцы двигателя и шестерни, имеющие трещины, радиальное и торцовое биение поверхностей больше нормы, обозначенной на чертежах. Восстановление или исправление фланцев сваркой не допускается.
Втулки полуколец и кольца с прослабленной посадкой к установке не допускаются.
При разборке муфты тщательно осматривайте резинокордный элемент, детали крепления и посадочные поверхности.
Монтаж муфты производите в следующем порядке: притрите конусные поверхности фланцев валов двигателя и шестерни. Притёртая поверхность при проверке по краске должна составлять не менее 90 % сопрягаемой конусной поверхности вала. Нагретые до 230 С в индукционном нагревателе фланцы 1 и 6 (рис. IV- 18) насадите на соответствующие поверхности валов. Фланцы должны сесть на 1,6÷2,0 мм глубже, чем при посадке в холодном состоянии.
Затем в упругую оболочку с помощью приспособления заведите цельное кольцо с втулками и установите оболочку на фланец шестерни таким образом, чтобы выступающие концы втулок вошли в отверстие фланца. Произведите затяжку болтов в соответствии со схемой (рис. IV - 18)
Дата добавления: 2020-11-18; просмотров: 703;
Поиск по сайту
Узнать еще
- Анализ режимов цепей постоянного тока с применением закона Ома
- Аналитические процедуры, их применение в аудите.
- Базування деталей у втулках та мембранних патронах .
- В мировой практике для получения гидрированных жиров нашел применение селективный катализатор
- В) широкое применение женского и детского труда.
- Важнейшие представители и их применение
- Векторный магнитный потенциал. Векторное уравнение Пуассона. Применение для вычисления магнитных потоков
- Вероятностный анализ работоспособности портовых портальных кранов с применением сетей уверенностей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
