Базування деталей у втулках та мембранних патронах .
Базування зовнішніх циліндричних поверхонь в гладких отворах застосовується відносно рідко, тому що важко встановити деталь в отвір з малим проміжком. У разі застосування подібного базування для полегшення установки виправдовує себе роз'ємна конструкція, схожа з люнетом (рис. 8.3.). У корпусі і пов'язаною з ним відкидній кришці є два напівотвори, оброблених в зборі до розміру, що перевищує найбільший діаметр деталі на 5-10 мк. Гвинтовий замок забезпечує надійність положення деталі в процесі
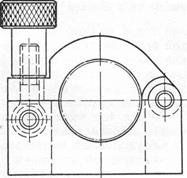
а) б)
Рис.8.3.Базування по отвору.
вимірювання.
Дещо інше конструктивне оформлення має аналогічна стійка, показана на (рис.8.3,б). Похилий роз'єм кришки із стійкою полегшує установку контрольованої деталі. Це особливо зручно в тих випадках, коли деталь має велику вагу.
Гвинтовий замок в даному випадку замінений більш швидкодіючим пружинним замком.
При базуванні по отвору фактично відбувається не центрування, а установка деталі по одній утворюючій. Виходячи з цього, досить давати посадку не по всій зовнішній циліндричній поверхні деталі, а лише по трьох поясочках (рис. 8.4.). Розташування поясочків по одну сторону від площини діаметрального перерізу ММ забезпечує зручність установки і зняття деталі без заклинювання її в отворі. Це дозволяє широко застосовувати подібний метод базування для деталей з великим діаметром установчої поверхні. Особливо зручна така посадка для деталей з короткою базовою циліндричною поверхнею одночасною опорою на торець або бурт фланця.
Конструкція пристосування при цьому повинна забезпечувати примусовий притиск деталі до основного - середнього - пояску.
 |
Рис.8.4.Базування по трьом пояскам.
Це досягається застосуванням пружинного навантажуючого плунжера або нахилом усього пристосування на невеликий кут (15-20°), з тим щоб деталь своєю вагою змістилась у бік середнього поясочка. Оскільки базовим є середній поясочок, а бічні служать такими, що лише направляють, то сумарний проміжок з двох сторін по них встановлюється в межах 0,05-0,08 мм. Необхідно враховувати, що при такому базуванні вісь деталі зміщується з осі теоретичного кола, що проходить через базові поясочки, на змінну (залежно від фактичного діаметру деталі) величину А по напряму NN.
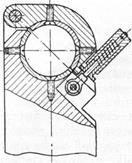
Точніше центрування деталей по зовнішніх циліндричних поверхнях здійснюють мембранні патрони (рис.8.5.). Затиск деталей відбувається за рахунок пружної деформації мембрани 7, що несе виконані з одного шматка з нею три або більше за виступ 5, на які монтуються затискні кулачки 2. Перед установкою деталі за допомогою штовхаючого штока або гвинта 4 натискають на центральну частину мембрани, вона витріщається і кулачки розходяться. В розведені кулачки вставляють контролюючу деталь і знімають з мембрани центральне навантаження. Прагнучи повернутися в початкове положення, вона охоплює деталь, надійно її центруючи.
Для того, щоб забезпечити високу точність центрування мембранним патроном, необхідно витримати наступні умови:
кулачки, що оберігаються шпонками від поздовжнього і поперечного зміщення, повинні шліфуватися в зборі до середнього розміру затискаємої деталі при попередньому розтиснені на 0,05-0,15 мм;
 |
Рис.8.5.Патрон мембранний.
мембрана не повинна мати несиметричних, таких, що вийшли при фрезеруванні, перепадів по товщині, що перевищують 0,1-0,3 мм;
поверхня деталі, що затискається, не має бути великої довжини відносно діаметру і допуск на її виготовлення не повинен перевищувати 0,06-0,08 мм, інакше, внаслідок того, що кулачки патрона переміщаються не паралельно, а під кутом, можливе одностороннє захоплення деталі.
При високій точності центрування мембранні патрони не забеспечують великого зусилля затиску, тому вони не застосовні для деталей великої ваги або для деталей, що мають, незбалансовані маси.
Мембрана при діаметрі 180-200 мм повинна мати товщину 6- 7 мм і виготовлятися з пружинної сталі (65Г та ін.) з термічною обробкою до твердості HRC 40.
Перелік контрольних питань для самоперевірки:
Тема 9:Установка деталей у КВП внутрішніми циліндричними поверхнями.
План
1. Типи оправок. Пальці установочні.
2. Конічні оправки. Розрахунок конічної оправки.
3. Центрові бабки контрольно – вимірювальних пристроїв.
Література: [4] c. 23-44;
Студенти повинні знати:
4. Базування деталей у КВП внурішніми циліндричними поверхнями.
5. Типи оправок. Пальці установочні.
6. Конічні оправки.
7. Центрові бабки.
Студенти повинні вміти:
Здійснити розрахунок конічної оправки.
Дата добавления: 2020-02-05; просмотров: 1079;
Поиск по сайту
Узнать еще
- А) нанесение осей и контуров здания; б, в) разметка и вычерчивание деталей фасада; г) нанесение размеров и оформление
- А) сетка координационных осей; б) привязка стен, разметка перегородок; в) вычерчивание деталей; г) нанесение размеров и оформление
- Автоматические и полуавтоматические линии по обработке деталей и изделий
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,
- Архитектурных и конструктивных деталей
- БАЗИРОВАНИЕ ДЕТАЛЕЙ
- Базирование деталей на операциях механической обработки

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
