Ручная электродуговая сварка: принципы процесса и технология
Ручная электродуговая сварка (РЭДС) представляет собой широко распространенный процесс соединения деталей, относящийся к классу сварки плавлением. Источником тепловой энергии, необходимой для расплавления кромок соединяемых изделий, служит электрическая дуга. Она возбуждается и устойчиво горит между двумя электродами, одним из которых является сама свариваемая заготовка. Концентрация тепловой энергии в дуге позволяет локально расплавлять металл с последующим формированием неразъемного соединения.
Электрическая дуга классифицируется как мощный и стабильный электрический разряд, существующий в ионизированной газовой среде. При стандартных условиях и низкой температуре газы являются диэлектриками и не проводят электрический ток. Проводимость возникает в момент, когда молекулы газа под воздействием высоких температур и электрического поля разделяются на заряженные частицы – положительные и отрицательные ионы. Этот процесс, известный как ионизация газа, является фундаментальным условием для стабильного горения дуги.
Процесс зажигания дуги при сварке является ключевым технологическим этапом и подробно иллюстрирован на рис. 6.1. Он состоит из трех последовательных стадий. Первая стадия заключается в коротком замыкании электрода (катода) на поверхность заготовки (анода), как показано на рис. 6.1, а. Данная операция производится с целью локального разогрева контактирующих поверхностей, что облегчает последующую эмиссию частиц.
На второй стадии электрод кратковременно отводят от заготовки на расстояние 3–6 мм (рис. 6.1, б). С разогретого торца электрода под действием сильного электрического поля начинается активная эмиссия электронов. Эти электроны, ускоряясь в межэлектродном промежутке, сталкиваются с молекулами газа, вызывая их ударную ионизацию и повышая проводимость газового столба.
Третья стадия характеризуется формированием устойчивого дугового разряда (рис. 6.1, в, г). Интенсивность ионизации газа напрямую зависит от силы сварочного тока, так как с ее ростом увеличивается кинетическая энергия движущихся электронов. В установившемся режиме электропроводность дугового промежутка становится сравнимой с электропроводностью металлов, что и обеспечивает поддержание стабильного разряда.
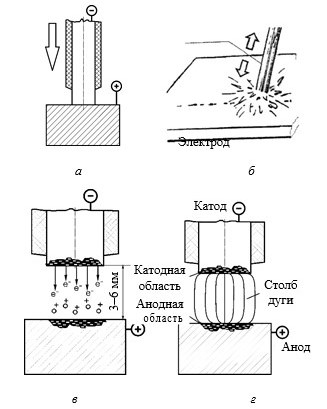
Рис. 6.1. Зажигание электрической дуги: а – короткое замыкание; б–г – этапы формирования стабильной дуги
В установившейся дуге можно выделить три ключевые области: катодное пятно, анодное пятно и расположенный между ними столб дуги. Основаниями столба дуги служат резко ограниченные активные области на поверхностях электродов – электродные пятна. В дуге происходит непрерывная взаимная бомбардировка: катод атакуется положительными ионами, а анод – потоком электронов.
При соударениях кинетическая энергия частиц преобразуется в тепловую, вызывая интенсивный нагрев. Этот нагрев обеспечивает расплавление как материала электрода, так и основного металла – термина, принятого для обозначения свариваемой заготовки. Электрическая дуга является исключительно концентрированным источником тепла с экстремально высокой температурой. Температура в столбе дуги может достигать 6000 °C, в то время как температуры анодного и катодного пятен на металле колеблются в диапазоне 2000–3000 °C.
Общая схема процесса дуговой электросварки металлическим покрытым электродом детально представлена на рис. 6.2. После успешного возбуждения дуги сварщик вручную перемещает электрод вдоль кромок соединяемых изделий. Дуга (8 на рис. 6.2) горит между металлическим стержнем электрода (7) и основным металлом (1), обеспечивая его плавление.
Расплавленный металл с стержня электрода переносится каплями в металлическую ванну (9). Одновременно с металлическим стержнем плавится и его покрытие (6). Состав покрытия специально подобран таким образом, чтобы при его плавлении вокруг дуги создавалась газовая защитная атмосфера (5) и формировался слой жидкого шлака (4).
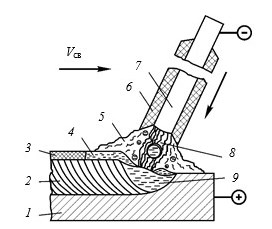
Рис. 6.2. Схема дуговой электросварки металлическим покрытым электродом: 1 – свариваемый металл; 2 – сварной шов (наплавленный металл); 3 – твердая шлаковая корка; 4 – жидкая шлаковая ванна; 5 – газовая защитная атмосфера; 6 – покрытие электрода; 7 – металлический стержень из сварочной проволоки; 8 – электрическая дуга; 9 – металлическая ванна; Vсв – скорость сварки
Защитные функции газа и шлака являются критически важными. Газовая среда эффективно изолирует зону сварки от атмосферного воздуха, предотвращая окисление, и стабилизирует горение дуги за счет ионизации. Слой жидкого шлака надежно защищает расплавленный металл от взаимодействия с кислородом и азотом, предохраняя его от окисления и азотирования.
По мере поступательного перемещения дуги вдоль линии соединения, сварочная ванна постепенно затвердевает, формируя прочный сварной шов (2). Покрывающий шов слой шлака не только выполняет защитную функцию, но и замедляет скорость охлаждения металла, способствуя его более полному рафинированию и уплотнению. После полного остывания шлак образует твердую стекловидную корку (3), которая впоследствии удаляется механическим путем. Таким образом, комплексное взаимодействие электрической дуги, плавящегося электрода и защитных сред обеспечивает получение высококачественного сварного соединения.
Сведения об авторах и источниках:
Авторы: Е.А. Астафьева, Ф.М. Носков.
Источник: Технология конструкционных материалов.
Данные публикации будут полезны студентам бакалавриата по направлению «Машиностроение», а также всем, кто изучает дисциплину «Технология конструкционных материалов» в рамках укрупненной группы специальностей «Материаловедение, металлургия и машиностроение».
Дата добавления: 2025-11-02; просмотров: 232;
Поиск по сайту
Узнать еще
- Абонентская линия связи и интерфейсы АТС: принципы работы и эволюция
- Анемии. Определение и принципы классификации
- Бутовая кладка фундаментов и опор: технология, требования, контроль качества
- Волоконно-оптические системы связи: принципы построения и режимы передачи
- Государственное управление природопользованием и охраной окружающей среды: ключевые принципы
- Государственный экологический контроль: задачи, принципы и правовое регулирование
- Декларация Рио-де-Жанейро: Основные принципы международного экологического права
- Детектирование снятия трубки: принципы работы шлейфа АТС

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
