Технология прессования металлов: методы, особенности и преимущества
Сущность и распространенность процесса прессования. Процесс прессования является одним из наиболее распространенных методов обработки металлов давлением, используемым для производства профилей разнообразнейших конфигураций. Эта технология применяется для обработки алюминиевых сплавов, медных сплавов, никелевых, цинковых сплавов, сталей и многих других материалов. Сущность метода заключается в придании металлу требуемой формы путем его выдавливания через формообразующий инструмент под высоким давлением. Существует несколько способов прессования, включая прямое прессование, обратное прессование, методы с боковым истечением, совмещенное, гидростатическое прессование и прессование с активным трением. Универсальность процесса позволяет получать как сплошные, так и полые изделия с высоким качеством поверхности.
Прямое прессование: схема и особенности. При прямом прессовании (рис. 3.1, а) подготовленный и нагретый до температуры деформации слиток 1 помещается в контейнер 2 пресса. С выходной стороны контейнера в матрицедержателе 3 закреплена матрица 5, формирующая контур конечного изделия 4. Усилие от главного цилиндра пресса передается через пуансон 7 и пресс-шайбу 6, которые оказывают давление на торец слитка. Под действием этого давления пластичный металл протекает в рабочий канал матрицы, приобретая ее форму. Для производства полых изделий, таких как трубы 10 (рис. 3.1, б), используется игла 9, закрепленная в иглодержателе 8, которая создает внутренний контур.
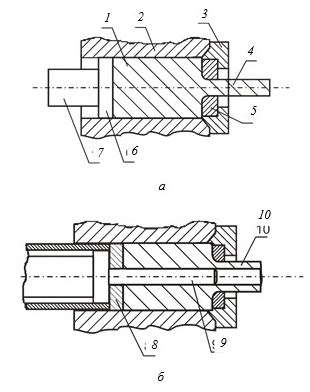
Рис. 3.1. Схема прямого прессования: а – прутков; б – труб
Главным недостатком прямого прессования является значительное трение, возникающее между перемещающимся слитком и стенками контейнера. На преодоление этого трения затрачивается дополнительная энергия, что приводит к повышенному расходу усилия. Кроме того, в конце цикла в контейнере остается большой пресс-остаток – часть металла, не поддающаяся выдавливанию, которая может достигать 30–40% от массы исходной заготовки. Это существенно снижает выход годного материала и увеличивает материалоемкость процесса.
Обратное прессование: принцип работы и преимущества. Для уменьшения сил трения широко применяется метод обратного прессования (рис. 3.2). В данной схеме слиток 1 также помещается в контейнер 2, но с одной его стороны устанавливается глухая заглушка 5. При этом матрица 3 монтируется непосредственно на торце полого пуансона 4. В процессе деформации металл истекает в направлении, противоположном движению пуансона, через каналы в его теле. Ключевое преимущество этого способа заключается в том, что слиток не перемещается относительно контейнера, что радикально снижает трение.
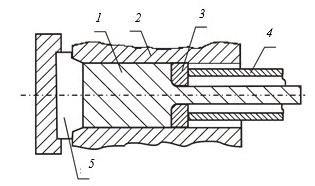
Рис. 3.2. Схема обратного прессования прутков
Благодаря отсутствию относительного движения заготовки в контейнере, усилие при обратном прессовании примерно на 25% меньше, чем при прямом. Также значительно уменьшается объем пресс-остатка, который может быть почти вдвое меньше. Однако данный метод имеет свои ограничения, главным из которых является ограниченная длина получаемого изделия, определяемая ходом и внутренними размерами полого пуансона. Сложность конструкции самого пресса также препятствует повсеместному внедрению этой технологии.
Схемы нагружения и силовые параметры процессов. Процесс прессования реализует одну из наиболее благоприятных схем напряженного состояния – всестороннее неравномерное сжатие. Данная схема обеспечивает максимальное раскрытие пластических свойств обрабатываемого материала. Это делает возможной обработку даже малопластичных и труднодеформируемых сплавов, которые сложно обрабатывать другими методами. Сравнение силовых режимов показывает существенную разницу между методами.
Как уже отмечалось, при прямом прессовании требуемое усилие значительно выше из-за затрат энергии на преодоление трения. Это прямо влияет на энергоемкость процесса и объем отходов. В то же время, обратное прессование демонстрирует лучшие энергетические показатели и меньший процент отходов. Выбор между этими методами является компромиссом между требуемой длиной изделия, сложностью оборудования и экономической эффективностью производства.
Ключевые достоинства технологии прессования. К основным достоинствам процесса прессования следует отнести возможность получения изделий чрезвычайно сложных профилей, включая тонкостенные и пустотелые. Технология применима не только для высокопластичных, но и для малопластичных металлов и сплавов, которые не поддаются другим видам обработки давлением. Оборудование для прессования отличается высокой универсальностью, что позволяет быстро переналаживать производство на выпуск профилей различной конфигурации. Получаемые изделия характеризуются достаточно высокой точностью размеров и малой шероховатостью поверхности.
Подготовка заготовки и современные тенденции. Качество конечного продукта во многом зависит от тщательности подготовки исходной заготовки – слитка. Подготовка включает механическую зачистку поверхности для удаления дефектов и нанесение специальной технологической смазки. Роль смазки чрезвычайно высока: она не только снижает общее усилие деформации, но и уменьшает неравномерность течения металла, продлевает срок службы дорогостоящего инструмента и повышает качество поверхности изделия. В последнее время интенсивно развиваются процессы, направленные на снижение сил трения.
К таким передовым методам относятся гидростатическое прессование, где давление на заготовку передается через жидкость, и прессование с активным трением. Эти инновационные подходы позволяют в дальнейшем уменьшить усилие прессования, улучшить качество продукции и расширить диапазон обрабатываемых материалов. Развитие этих технологий определяет будущее отрасли, делая процесс более эффективным и экономичным.
Сведения об авторах и источниках:
Авторы: Е.А. Астафьева, Ф.М. Носков.
Источник: Технология конструкционных материалов.
Данные публикации будут полезны студентам бакалавриата по направлению «Машиностроение», а также всем, кто изучает дисциплину «Технология конструкционных материалов» в рамках укрупненной группы специальностей «Материаловедение, металлургия и машиностроение».
Дата добавления: 2025-11-02; просмотров: 237;
Поиск по сайту
Узнать еще
- ChatGPT для преподавателей: как использовать функции ИИ в обучении (практическое применение, преимущества, ограничения)
- Активные и пассивные операции Сберегательного банка России: структура и особенности
- Анатомические и физиологические особенности птиц. Перьевой покров
- Анатомо-функциональные особенности организма при сколиотической болезни
- Бурение и взрывание мёрзлого грунта. Особенности разработки выемок зимой
- Бутовая кладка фундаментов и опор: технология, требования, контроль качества
- Важнейшие агробиологические особенности сортов яблони
- Волоконно-оптические линии связи: основные преимущества и характеристики

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
