Проектирование технологического процесса изготовления литейных форм
Актуальность и основы технологического процесса литья. Технологический процесс изготовления отливок сохраняет свою актуальность для производства деталей в различных отраслях промышленности. Основной задачей при проектировании является обеспечение высоких эксплуатационных качеств готовых литых деталей, примеры которых представлены на рисунке 2.1 и рисунке 2.3, а. Параллельно необходимо достигать оптимальных технико-экономических показателей на всех этапах производственного цикла. Критически важным аспектом является комплексная оценка затрат в литейном цехе с одновременным снижением себестоимости последующей механической обработки. Этого достигают за счет минимизации припусков на обработку, упрощения процесса формовки и максимально эффективного использования технологического оборудования.
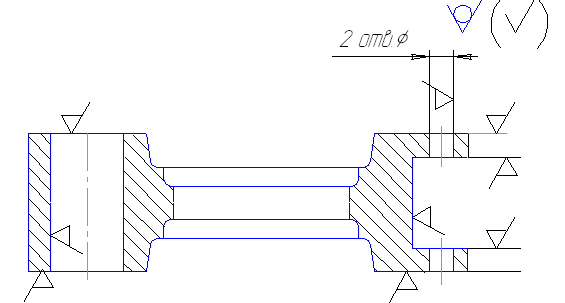
Рис. 2.1. Чертеж детали (рычага)
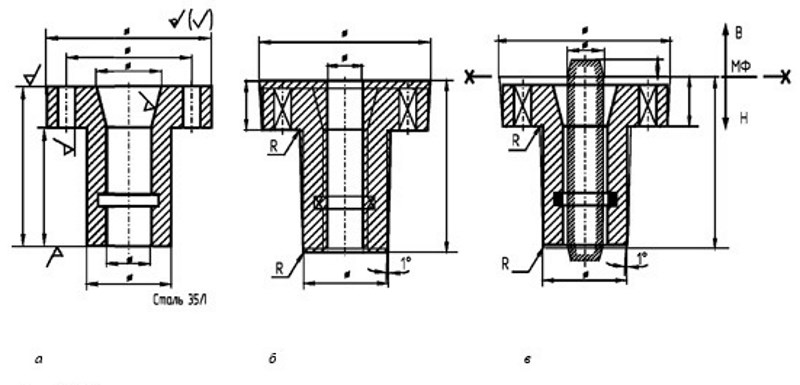
Рис. 2.3. Проектирование технологического процесса изготовления отливки: а – чертеж детали; б – чертеж отливки; в – чертеж элементов литейной формы
Ключевые этапы разработки литейной технологии. Разработка технологического процесса изготовления литейной формы требует последовательного решения нескольких фундаментальных задач. Первоначально необходимо выбрать способ формовки – ручная формовка или машинная формовка. Далее определяется положение отливки в форме при заливке расплава. Устанавливаются оптимальные поверхности разъема как самой литейной формы, так и модели отливки. На следующем этапе проектируется конструкция литниковой системы. Завершающей стадией является разработка комплекта чертежей, включающего чертежи элементов литейной формы (рис. 2.1 и рис. 2.3, в), чертеж отливки (рис. 2.2), чертежи модели (рис. 2.5, а и рис. 2.7) и сборочного чертежа литейной формы (рис. 2.5, б и рис. 2.9).
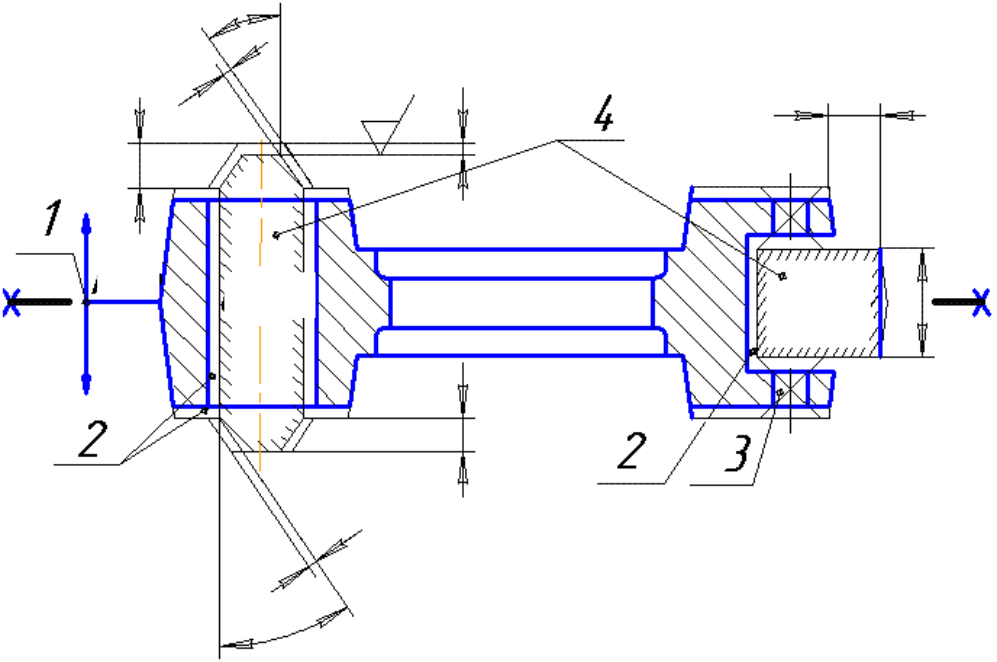
Рис. 2.2. Чертеж «Элементы литейной формы»
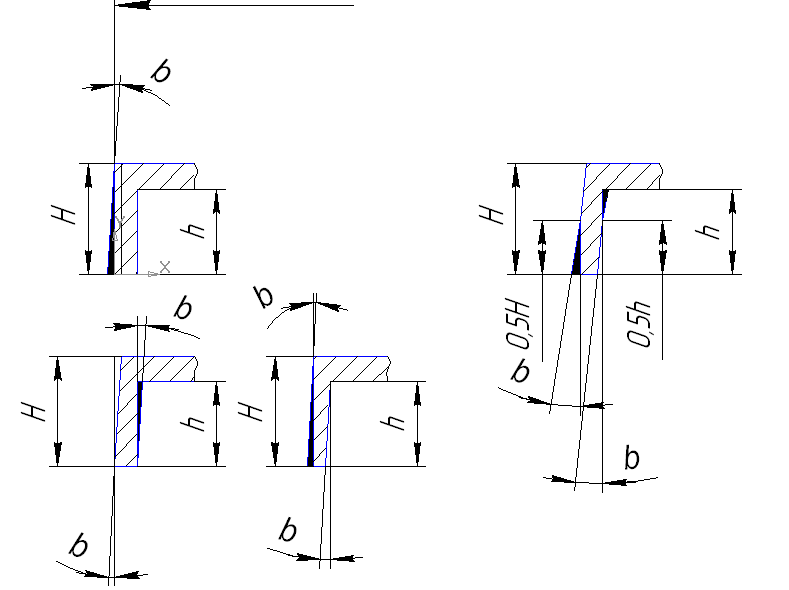
Рис. 2.4. Формовочные уклоны

Рис. 2.5. Модели (а) и модельные плиты (в) для изготовления литейной формы (б)
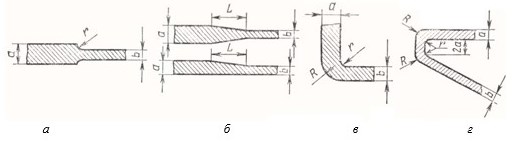
Рис. 2.6. Примеры сопряжения стенок отливки
Техническая документация: чертеж детали и отливки. Исходным документом для проектирования всего технологического процесса служит чертеж детали, как представленный на рисунке 2.1 (рычаг). В условиях мелкосерийного и единичного производства непосредственно на копию этого чертежа наносят все необходимые технологические указания в соответствии с ГОСТ 3.1125–88. Результатом становится чертеж элементов литейной формы (рис. 2.2 и рис. 2.3, в). На этом чертеже в обязательном порядке указываются поверхность разъема модели и формы, положение отливки при заливке, величины технологических уклонов (регламентированные табл. 2.1), припуски на механическую обработку (согласно табл. 2.2), а также конфигурация, положение и стержневые знаки всех стержней.
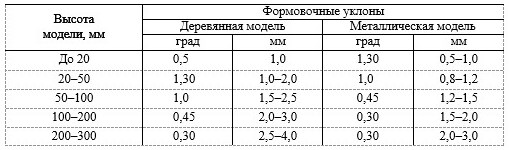
Таб. 2.1. Величины формовочных уклонов для отливок, получаемых в песчано-глинистых формах
Особенности документации для серийного производства. Для массового и крупносерийного производства характерен иной подход к технической документации. В этих случаях разрабатывается самостоятельный чертеж отливки (рис. 2.3, б), который является модификацией чертежа детали с нанесенными технологическими указаниями. Такой подход обеспечивает большую точность и учет всех специфических требований литейного производства. Независимо от типа производства, первоочередной задачей технологического проектирования является выбор варианта расположения отливки в литейной форме, примеры которого показаны на рисунке 2.5, б и рисунке 2.9. Этот выбор определяет многие последующие решения.
Определение поверхности разъема формы и модели. Поверхность разъема – это плоскость или сложная поверхность, по которой соединяются части литейной формы при ее сборке. Правильно выбранный разъем формы и разъем модели гарантирует удобство изготовления и сборки формы, а также напрямую влияет на качество получаемой отливки. На чертежах разъем обозначается отрезком или штрихпунктирной линией, оканчивающейся знаком «Х─ ─Х». Рядом наносится буквенное обозначение разъема, например, МФ (Модель-Форма), как продемонстрировано на чертежах элементов литейной формы (рис. 2.2 и рис. 2.3, в).
Обозначение положения отливки и правила выбора разъема. Положение отливки в форме при заливке обозначается на чертежах с помощью букв В (верх) и Н (низ), которые проставляются у стрелок, указывающих направление разъема. Само направление разъема изображается сплошной основной линией со стрелками на концах, перпендикулярной линии разъема. При определении поверхности разъема необходимо руководствоваться несколькими ключевыми принципами. По возможности всю отливку следует размещать в нижней полуформе, что позволяет исключить перекос отливки (рис. 2.5, б). Желательно, чтобы поверхность разъема при заливке была горизонтальной. Конфигурация разъема должна обеспечивать свободное извлечение модели из формы и удобный монтаж стержней. Форма должна иметь минимальное количество стержней, по возможности простой конфигурации, либо вместо них следует использовать песчаные болваны.
Сведения об авторах и источниках:
Авторы: Е.А. Астафьева, Ф.М. Носков.
Источник: Технология конструкционных материалов.
Данные публикации будут полезны студентам бакалавриата по направлению «Машиностроение», а также всем, кто изучает дисциплину «Технология конструкционных материалов» в рамках укрупненной группы специальностей «Материаловедение, металлургия и машиностроение».
Дата добавления: 2025-11-02; просмотров: 180;
Поиск по сайту
Узнать еще
- Автоматизированное проектирование лесомелиоративных систем агроландшафтов
- Алгоритмы параллельных вычислений. Параллельные формы алгоритмов
- Архитектура информационных систем: технические требования и сетевая инфраструктура
- Аудит информационных систем: цели, стандарты и практические подходы
- Балочные формы рельефа. Прибалочные лесные полосы
- Безналичный денежный оборот в РФ: формы расчетов, правила и правовые основы
- Безопасность данных. Общая информация
- В процессе: Кирпичи и детали, структуры и формы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
