Конструктивные особенности отливки: припуски, уклоны и сопряжения
Отличие отливки от готовой детали. Отливка представляет собой заготовку будущей детали и существенно отличается от нее как размерами, так и формой. Изменения размеров происходят на тех поверхностях детали, где указан знак механической обработки, что наглядно показано на рисунке 2.2 и рисунке 2.3, а. Наружные размеры отливки увеличиваются, а внутренние – уменьшаются на величину припуска на механическую обработку. Этот припуск представляет собой слой металла, который подлежит удалению в процессе последующей обработки резанием для достижения заданных геометрических точности и качества поверхности готовой детали.
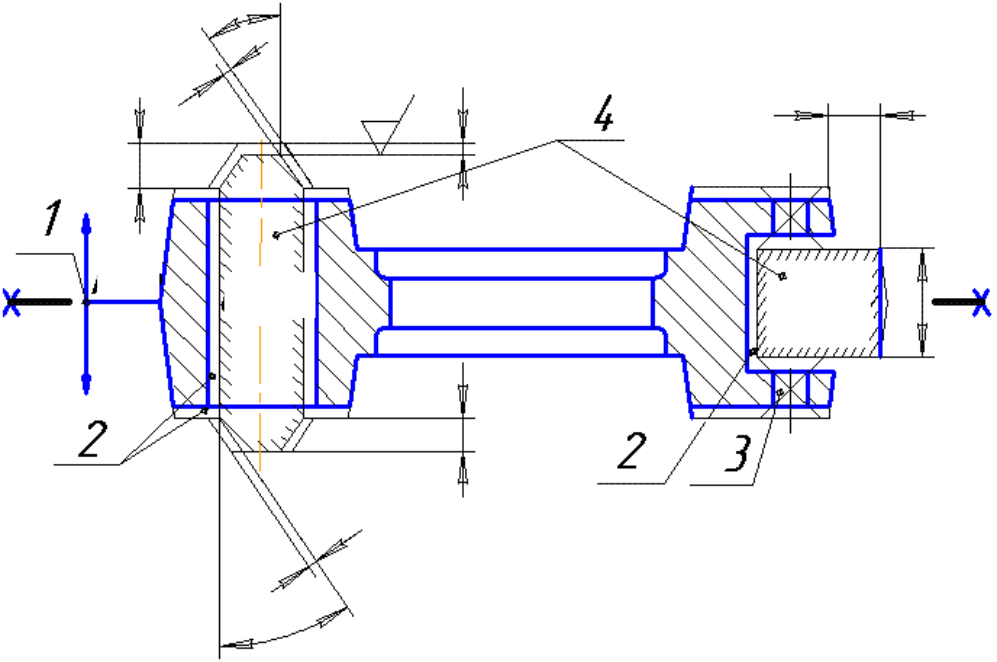
Рис. 2.2. Чертеж «Элементы литейной формы»
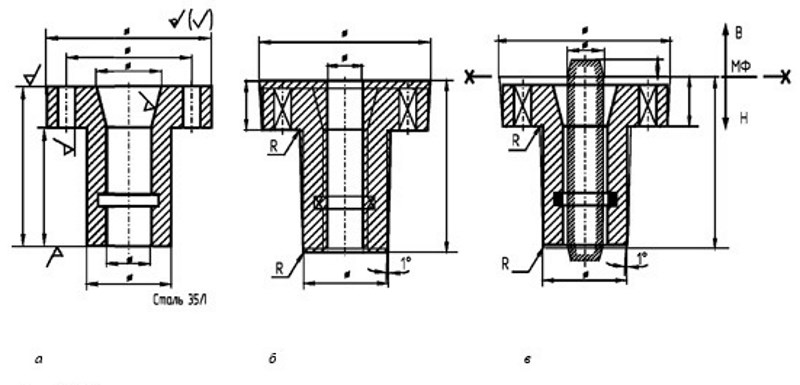
Рис. 2.3. Проектирование технологического процесса изготовления отливки: а – чертеж детали; б – чертеж отливки; в – чертеж элементов литейной формы
Факторы, влияющие на величину припуска. Величина припуска на обработку резанием является переменной и зависит от комплекса технологических и конструктивных факторов. Ключевыми из них являются: выбранный способ изготовления отливки, ее расположение в форме при заливке, присвоенный класс точности отливки, а также наибольший габаритный размер литой заготовки и материал отливки, как регламентировано в таблице 2.2. При построении чертежа «Элементы литейной формы» (рис. 2.2 и рис. 2.3, в) припуски наносят на копию чертежа детали с помощью сплошных тонких линий в зонах обработки.
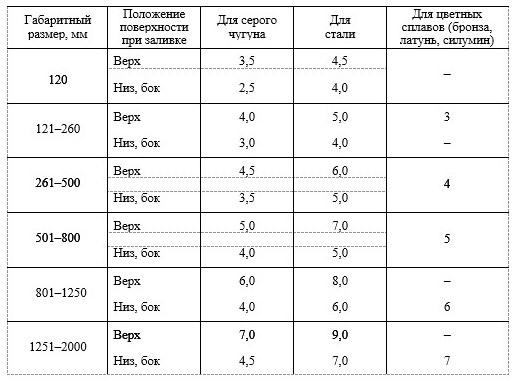
Таб. 2.2. Припуски (мм) на обработку отливок резанием
Особенности нанесения припусков и формовочных уклонов. На чертеже отливки припуск на обработку резанием обозначают сплошной толстой линией с штриховкой в плоскости разреза, как продемонстрировано на рисунке 2.3, б. Для верхних поверхностей отливки припуски назначаются большими, чем для нижних и боковых. Это связано с технологическими особенностями процесса заливки, так как в верхней части формы скапливаются шлаковые включения и наиболее вероятно образование газовых раковин. Помимо припусков, отливка отличается от детали наличием технологических напусков, к которым относятся литейные уклоны, галтели, приливы, а также отверстия и впадины, не выполняемые литьем.
Назначение и нормирование формовочных уклонов. Наличие формовочных уклонов на моделях является необходимой мерой для обеспечения свободного извлечения модели из формы, однако это главная причина отклонений размеров отливки от номинальных. Согласно технологическим требованиям, формовочные уклоны выполняются на всех необрабатываемых поверхностях отливки. Для поверхностей, не сопрягаемых с другими деталями, уклоны выполняются за счет увеличения или уменьшения размеров отливки, как показано на рисунке 2.4. Их конкретные значения для песчано-глинистых смесей регламентированы таблицей 2.1 и зависят от высоты поверхности и материала модели.
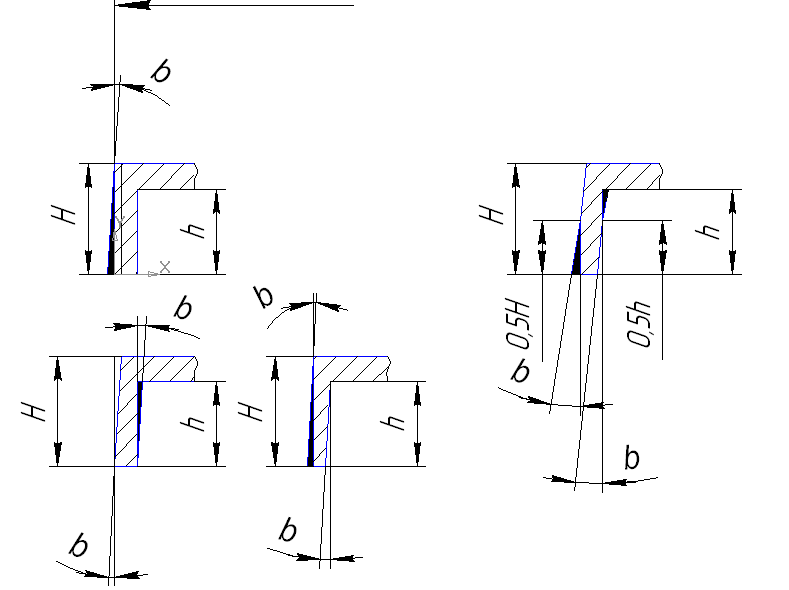
Рис. 2.4. Формовочные уклоны
Принципы проектирования стенок отливки. Конструкция отливки должна, по возможности, иметь равномерную толщину стенки, поскольку в местах утолщений с высокой вероятностью образуются дефекты усадочного характера. К таким дефектам относятся пористость, усадочные раковины и трещины. Кроме того, отливка не должна содержать острых углов и резких переходов от толстых стенок к тонким. Все сопряжения стенок должны выполняться плавными переходами с использованием галтелей.
Правила сопряжения стенок различной толщины. При сопряжении стенок, толщины которых отличаются менее чем вдвое, рекомендуется применять галтели (радиусы внутренних углов) величиной от 1/6 до 1/3 от среднего арифметического толщин этих стенок. Расчет радиуса производится по формуле r = (1/6 – 1/3) * [(a + b)] / 2, что проиллюстрировано на рисунке 2.6, а. В случаях, когда толщины сопрягаемых стенок различаются вдвое и более, рекомендуется применять клиновое сопряжение (рис. 2.6, б). Длина такого сопряжения L для чугуна и цветных сплавов рассчитывается как L = 4 (a – b), а для стали – L = 5 (a – b).
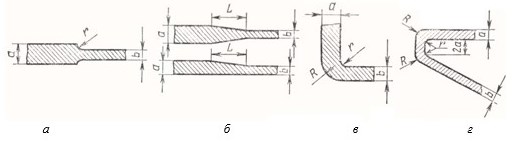
Рис. 2.6. Примеры сопряжения стенок отливки
Особенности угловых сопряжений и обозначений на чертежах. При угловых сопряжениях стенок разной толщины, показанных на рисунке 2.6, в, внутренняя галтель выполняется радиусом r, рассчитанным по стандартной формуле. При этом внешний радиус закругления R принимается равным толщине большей стенки. Технологические напуски, такие как отверстия и впадины, не выполняемые в отливке, на чертежах перечеркиваются тонкими линиями (рис. 2.3, б, в). Контуры стержней со стержневыми знаками, попадающие в разрез, обозначаются сплошными тонкими линиями с короткой штриховкой по контуру и нумеруются как Ст1, Ст2 и т.д. (рис. 2.2 и рис. 2.3, б, в).
Сведения об авторах и источниках:
Авторы: Е.А. Астафьева, Ф.М. Носков.
Источник: Технология конструкционных материалов.
Данные публикации будут полезны студентам бакалавриата по направлению «Машиностроение», а также всем, кто изучает дисциплину «Технология конструкционных материалов» в рамках укрупненной группы специальностей «Материаловедение, металлургия и машиностроение».
Дата добавления: 2025-11-02; просмотров: 212;
Поиск по сайту
Узнать еще
- Активные и пассивные операции Сберегательного банка России: структура и особенности
- Анатомические и физиологические особенности птиц. Перьевой покров
- Анатомо-функциональные особенности организма при сколиотической болезни
- Анкерные участки и их сопряжения
- Бурение и взрывание мёрзлого грунта. Особенности разработки выемок зимой
- Важнейшие агробиологические особенности сортов яблони
- Восстановление деталей давлением: методы, оборудование, особенности обработки
- Генетика человека: особенности, методы изучения и значение

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
