Работа на станках для шлифования древесины
Работа на станках. При шлифовании вогнутой криволинейной поверхности используют шкивную часть ленты. Перемещая деталь относительно ленты в продольном направлении и поворачивая ее вокруг оси, последовательно вводят в контакт
с лентой все участки, образующие обрабатываемую поверхность.
В большинстве случаев отдельные участки детали шлифуют за несколько проходов. Качественное выравнивание достигается правильным регулированием давления на рукоятку утюжка и скоростью перемещения утюжка и стола. При приближении к кромкам давление следует снижать, чтобы не допустить их сошлифовывания.
Для повышения качества и производительности шлифования рекомендуется укладывать на стол небольшие брусковые детали одновременно по несколько штук в ряд.
Дисковые шлифовальные станки предназначены для чернового шлифования деталей, снятия провесов в собранных рамках, выравнивания углов и удаления свесов в ящичных узлах. Инструментом является листовая абразивная шкурка, закрепляемая на торцовой поверхности диска
Дисковые шлифовальные станки выпускают комбинированными с двумя шлифовальными дисками и бобиной ( ШлДБ-4).
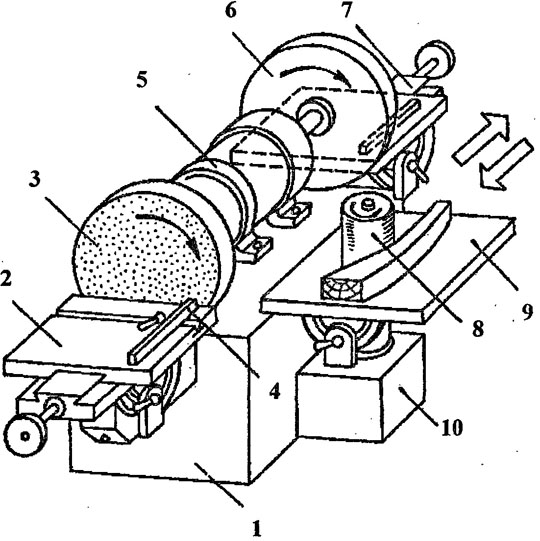
Рис. 160. Комбинированный шлифовальный станок с двумя дисками и бобиной Шл ДБ-4:
1-станина; 2,7,9-столы; 3,6-шлифовальные диски; 4-направляющая линейка; 5-электродвигатель; 8-бобина; 10-кронштейн
Комбинированный шлифовальный станок ШлДБ-4 ( рис. 160) состоит из станины 1, на которой установлен электродвигатель 5 с двусторонним выходом вала. На концах вала имеются два шлифовальных диска 3 и 6. На кронштейне 10 находится вертикальный шпиндель, на конце которого закреплена шлифовальная бобина 8.
Шпиндель с бобиной вращается от индивидуального двигателя. Обрабатываемый материал базируется на столах 2,7 и 9, которые можно наклонять под требуемым углом. На столах укреплены направляющие линейки 4.
Настройка станка включает выбор шлифовальной шкурки необходимой зернистости, установку и ее закрепление на диске, регулировку положения столов и направляющих линеек.
На дисковых станках используют преимущественно шлифовальную шкурку на тканевой основе. Для выполнения чернового и чистового шлифования целесообразно на обоих дисках закрепить шкурки разной зернистости: на одном диске — зернистостью 80 или 50, а на втором - 50-20. Бобину используют для шлифования криволинейных вогнутых, а также внутренних цилиндрических и конических поверхностей. При снятии больших припусков применяют крупнозернистую шкурку.
Подобранные листы шлифовальной шкурки увлажняют и выдерживают 40-50 мин. Увлажненные шкурки прилегают к диску или бобине более плотно. Шкурку накладывают на диск так, чтобы ее края располагались симметрично относительно прижимающего кольца.
Винты завинчивают последовательно, устраняя выпучины
и неровности и добиваясь плотного прилегания шкурки к диску. Так же закрепляют шкурку на бобине.
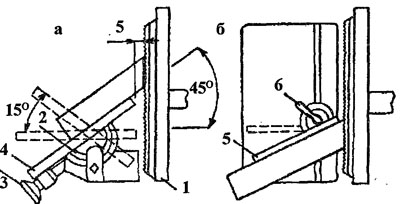
Рис. 161. Наладка комбинированного шлифовального станка: а-настройка стола; б-регулировка направляющей линейки; 1 -диск; 2-направляющие; 3-маховичок; 4-стол; 5-линейка; 6-зажим
При шлифовании поверхности под прямым углом к пласта детали ( рис. 161а) стол 4 наклоняют к диску или от него, используя круговые направляющие 2. После наклона перемещают стол маховичком 3 к шлифовальному диску 1 так, чтобы между кромкой стола и диском был зазор 5 мм. В требуемом положении стол фиксируют.
Направляющую линейку на столе устанавливают так, чтобы шлифование осуществлялось периферийной частью диска. Центральная часть диска из работы исключена.
Если нужно шлифовать торец с наклоном к кромке детали ( рис. 161 б ), то направляющую линейку 5 поворачивают на требуемый угол и закрепляют зажимом 6.После настройки станок испытывают на холостом ходу и шлифуют пробные детали. Деталь перемещают по столу вручную. Скорость подачи и усилие прижима детали определяют в зависимости от толщины сошлифовываемош слоя и зернистости шкурки.
Во время работы следует внимательно следить за качеством шлифования и соблюдать осторожность, предотвращая касание рук к вращающемуся диску.
Дата добавления: 2016-06-18; просмотров: 3171;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- I.2.1 ПОЛНАЯ И ВНУТРЕННЯЯ ЭНЕРГИЯ СИСТЕМЫ. ТЕПЛОТА И РАБОТА
- I.3.1 РАБОТА. МОЩНОСТЬ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
