Оборудование для шлифования древесины
Барабанный шлифовальный станок имеет барабан с натянутой на него шкуркой, выступающей на 2 - 3 мм над поверхностью стола (рис. 158). Барабан вращается со скоростью около 500 об/мин. Деталь кладут на стол и проводят над вращающимся барабаном, который и обрабатывает ее снизу. -
Вальцовый шлифовальный станок имеет два или три вала, с надетой шкуркой разных номеров. Детали подают при помощи бесконечной ленты, снабженной резиновыми шашками. При вращении вальцы автоматически получают медленное движение вдоль оси вправо и влево, что увеличивает чистоту шлифования.
Дисковый шлифовальный станок имеет деревянный диск, покрытый сверху шкуркой. Станки выпускают с одним или с двумя дисками. Комбинированный станок ШлДБ снабжен двумя шлифовальными приспособлениями-диском и вертикальным цилиндром, предназначенным для шлифования вогнутых поверхностей.
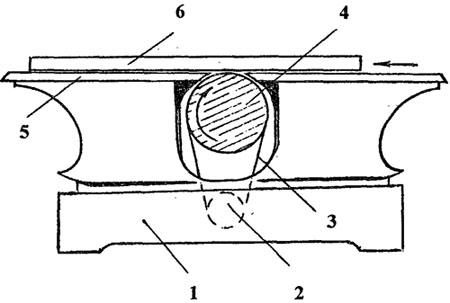
Рис. 158. Барабанный шлифовальный станок:
1 -станина; 2-электродвигатель; 3-ременная передача; 4-шлифоваль-ный барабан; 5-стол; 6-заготовка
Ленточные станки применяют для шлифования плоских щитовых деталей, выпуклых и вогнутых поверхностей, калибрования заготовок из древесностружечных плит. В качестве инструмента на этих станках служит бесконечная шлифовальная лента, натянутая на двух-трех шкивах. Плоскостное шлифование облицованных и необлицованных щитов и плит производится на узко-и широколенточных станках с контактным прижимом.
В зависимости от вида обработки и типа подачи узколенточные станки бывают: для шлифования криволинейных поверхностей со свободной шлифлентой (ШлСЛ-2, ШлСЛ-3); для обработки твердых поверхностей с неподвижным столом (ШлНС-2, ШлНС-3); с ручным перемещением стола ( ШлПС-5П), с механизированным перемещением стола и ручным перемещением утюжка ( ШлПС-7), двухленточные с длинным утюжком и конвейерной подачей ( ШлПС-9); для обработки боковых кромок щитовых деталей ( ШлНСВ, ШлНСВ-2); для промежуточного шлифования лакокрасочных покрытий ( Шл2В, Шл2В-2).
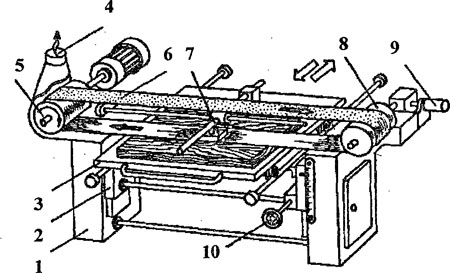
Рис. 159. Ленточный шлифовальный станок с подвижным столом: 1-тумба; 2-суппорт; 3-стол; 4-ограждение-пылеприемник; 5-приводной шкив; 6-шлифовальная лента; 7-утюжок; 8-неприводной шкив; 9-пневмоцилиндр; 10-маховичок
Ленточный шлифовальный станок с подвижным столом и коротким утюжком (рис. 159) предназначен для шлифования щитов. Станина станка выполнена в виде двух тумб 1, на которых размещены суппорты 2, переставляемые по высоте маховичком 10.
Стол 3 перемещается вручную или от механического привода в поперечном направлении. Над столом расположена лента 6, которая надета на приводной 5 и неприводной 8 шкивы. Ленту натягивают с помощью винтового устройства с пневмоцилиндром 9.
Шлифование производят при поперечном движении стола и продольном перемещении короткого утюжка 7, который прижимает ленту к обрабатываемой поверхности. Отходы шлифования улавливаются пылеприемником 4.
При назначении режима шлифования определяют зернистость шкурки, усилие прижима ее к изделию и скорость подачи. На узколенточных станках используют шлифовальную ленту на бумажной основе. Зернистость (номер ) шкурки выбирают в зависимости от твердости обрабатываемого материала и требуемой шероховатости поверхности ( таблица 39).
Таблица39. Зависимость зернистости шлифовальной шкурки от твердости обрабатываемого материала
| Обрабатываемый | Операция | Плотность на | Номер |
| материал | сыпки | зернистости | |
| Древесина твердых | Черновое | Плотная | 16,1 121 |
| пород: | шлифование | ||
| бук, дуб, ясень | Чистовое | Плотная | 12,10,8 |
| шлифование | |||
| Древесина мягких | Черновое | Редкая | . 25, 20, 16 |
| пород: | шлифование | ||
| сосна, береза | Чистовое | Редкая | 16,12 |
| шлнфонание | |||
| 1 Детали, покрытые | Чистовое | Плотная | 12, 10, 8 |
| грунтом | шлифованне | ||
| Детали, покрытые | Чистовое | Плотная | 8, 6, 5, 4, 3 |
| лаком | шлифование |
Следует учесть, что скорость подачи и усилие прижима -величины взаимозависимые. При большой скорости и небольшом усилии прижима шкурки отдельные места поверхности не прошлифовываются, при малых подачах и больших давлениях возможны почернения и прижоги древесины. Поэтому, скорость подачи и усилие прижима устанавливают в зависимости от номера зернистости шкурки, породы древесины и условий шлифования по таблицам, которые имеются в руководстве по эксплуатации станка.
Наладка ленточных станков. Перед установкой ленты необходимо проверить качество ее склеивания. Нельзя применять надорванные, неправильно склеенные шлифленты с неровными краями. При помощи маховичка уменьшают расстояние между шкивами и надевают ленту. Место склеивания размещают так, чтобы наружный конец шкива ( со стороны абразива) был направлен против рабочего движения ленты.
Натяжение ленты регулируют, перемещая неприводной шкив или натяжной ролик. Нельзя слишком сильно натягивать ленту, так как это может привести к ее разрыву. Однако при слабом натяжении лента будет проскальзывать по шкивам и быстро нагреваться. Силу натяжения устанавливают в зависимости от прочности основы ленты и определяют по стреле прогиба ленты ( около 20 мм ) при легком нажиме на нее.
Правильность набегания ленты проверяют, поворачивая шкивы вручную. При соскальзывании ленты ось шкива следует повернуть на небольшой угол рукояткой и зафиксировать стопорным устройством. После настройки станка включают систему отсоса пыли, производят пробную обработку деталей и проверяют их качество.
Дата добавления: 2016-06-18; просмотров: 4209;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- II. ОБОРУДОВАНИЕ ЗАЛА
- III. Порошки для стирки и мытья

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
