Работа на многошпиндельных сверлильно-присадочные станков для древесины
Работа на станке. Приступая к выполнению операции, включают подачу и подают шпиндель на заготовку сверлом в ранее отмеченное место (рис. 129 а).
Паз выбирают в таком порядке (рис. 129 б). Сначала без боковой подачи стола сверлят два отверстия по концам будущего паза. Затем промежуток между круглыми гнездами удаляют методом пазового фрезерования при боковой подаче стола. Высота выбираемого паза В с целью исключения поломки фрезы не должна превышать 1,5 диаметра Д фрезы.
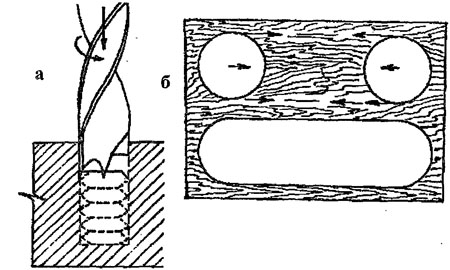
Рис. 129. Выборка паза: а-высверливание отверстий; б-выборка промежутка между отверстиями фрезой
Глубокие пазы фрезеруют за два и более проходов. Одновременно следует контролировать качество обработанных поверхностей. При появлении мшистости надо сменить сверло. Работа при очень большой скорости подачи затупленным сверлом является причиной его поломки или недопустимой перегрузки электродвигателя.
Станок предназначен для сверления отверстий диаметром 12 мм, их развертывания и зенкерования, а также для нарезания резьбы в заготовках из чугуна, стали цветных металлов и пластмасс (рис. 129 А).
Основанием станка служит чугунная плита, которая одновременно является рабочим столом. Рабочий стол имеет три Т-образных паза для закрепления тисков и различных приспособлений. На задней части плиты имеется силовой винт в виде колонны с трапециевидной резьбой. По продольному направляющему пазу колонны перемещается шпиндельная бабка со сверлильным патроном. На ее корпусе размещены детали механизма главного движения: подмоторная плита с электродвигателем и устройство регулировки. Внутри защитного кожуха есть ведущий и ведомый шкивы с клиновидным ремнем.
Подача шпинделя на заготовку осуществляется с помощью штурвала ручной подачи. Натяжение ремня производят винтом натяжения. Шпиндельную бабку перемещают по колонне маховичком и фиксируют в заданном положении рукояткой. В станке предусмотрено правое и левое вращение шпинделя. Остановку вращения шпинделя осуществляют нажатием красной кнопки “Стоп”.
Таблица 33. Технические характеристики электрических сверлильных машин
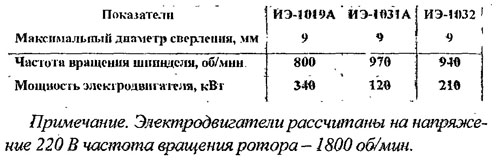
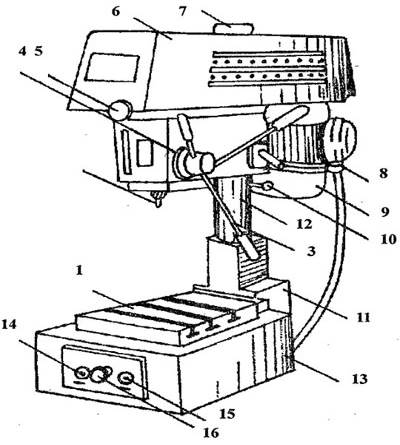
Рис. 129 А. Настольно-сверлильный станок 2М112:
1-рабочий стол; 2-шпиндель для сверлильного патрона; 3-штурвал ручной подачи шпинделя; 4-шпиндельная бабка; 5-устройство регулировки; 6-защитный кожух; 7-колонна; 8-маховичок перемещения шпиндельной бабки; 9-электродвигатель; 10-рукоятка фиксации; 11-опорная площадка; 12-силовойвинт; 13-чугунная плита (основание); 14,15-кнопки «пуск» правого и левого вращения шпинделя; 16-кнопка «стоп»
Таблица 32. Вертикальный сверлильный настольный станок 2М112
Техническая характеристика
| Тип электродвигателя | асинхронный, 4А/Х/71А43 |
| Мощность, кВт | 0,55 |
| Частота вращения вала, об/мни | |
| Токиитаиии | переменный трехфазиыи |
| Напряжение, В | |
| Передача привода: | |
| гни | клнноремениая |
| направление вращения | реверсивное |
| вид шкивов | многоручьевые, копические |
| число скоростей | |
| ширина поверхности стола, мм | 250 - |
| частота вращепня шпинделя в мнпуту | 450-25000 |
| наибольший ход, мм | |
| расстояние до рабочего стола, мм | 20-400 |
| тип хвостовика | конус Морзе |
| сверлильный патрон | 16-В18 |
| габариты ( ширина х длина х высота) | 370 х 770 х 820 мм |
| масса, кг |
Дата добавления: 2016-06-18; просмотров: 3029;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- I.2.1 ПОЛНАЯ И ВНУТРЕННЯЯ ЭНЕРГИЯ СИСТЕМЫ. ТЕПЛОТА И РАБОТА
- I.3.1 РАБОТА. МОЩНОСТЬ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
