Характеристика шиповых соединений древесины и требования к ним
Все виды шипов можно формировать при помощи резания
- пилением, фрезерованием, долблением и сверлением. Способ получения элементов шипового соединения зависит в основном от типа и конструкции шипов, а также от назначения изделия, в котором это соединение применено.
Способы обработки элементов рамного шипа приведены на рис. 133. Для формирования шипов наиболее часто применяют пиление, фрезерование и соответствующие режущие инструменты.
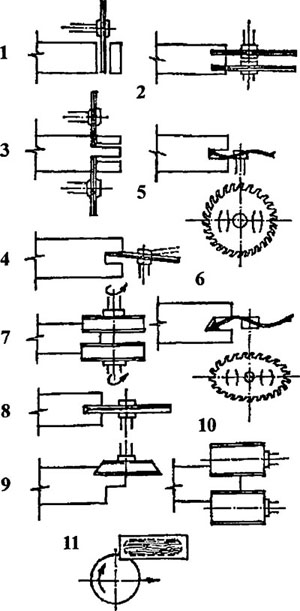
Рис. 133. Способы получения элементов рамных шипов: 1-торцевание поперечным пилением; 2-формирование грани прямого шипа торцовым пилением; 3-формирование заплечиков поперечным пилением; 4-выборка проушины; 5-обработка пилой с волнообразным диском; 6-формирование проушины с фасонным дном при помощи эллипсной пилы; 7-формирование заплечиков шипа фрезерованием в торец; 8-выборка проушин фрезерованием в торец; 9-получение косого заплечика фрезерованием вторец; 10-получение шипа поперечным фрезерованием цилиндрической фрезой; 11-округление кромки прямого шипа поперечным фрезерованием цилиндрической фрезой
Вначале заготовку торцуют по длине поперечным пилением круглой пилой (рис. 1331). Далее поле грани прямого шипа формируют торцово-продольным пилением круглыми пилами (рис. 133 2), а заплечики - поперечным пилением (рис. 133 3). Выборку проушины можно сделать наклонно установленной к оси вращения круглой пилой с плоским диском ( рис. 133 4 ). Регулируя величину наклона диска, получают требуемую ширину проушины. Эту операцию можно также осуществить пилой с волнообразным диском (рис. 133 5). Отличительная особенность такой пилы в том, что периферийная часть диска по одному из двух взаимно перпендикулярных диаметров отогнута в (одну сторону, а по другому - в противоположную. Вследствие отгибу режущие зубья располагаются по волнообразной линии. Величину отгиба краев диска устанавливают в зависимости от ширины обрабатываемой проушины.
Проушину с наклонным (фасонным) дном можно получить с помощью волнообразной эллипсной пилы ( рис. 133 6 ). Здесь зубья в зоне большого диаметра эллипсного диска отогнуты вниз и формируют нижнюю часть дна проушины, а зубья у малого диаметра отогнуты вверх и обрабатывают только верхнюю часть дна.При обработке шипов и проушин пилением часто не обеспечивается требуемое качество обработки, поэтому для формирования этих элементов чаще используют способ фрезерования.
Обработка заплечиков шипа фрезерованием в торец показана на рис.133-7. Торцовое фрезерование каждого заплечика отдельным инструментом позволяет получать большую длину шипа при относительно малом диаметре фрез. Выборку проушин производят фрезерованием в торец дисковой фрезой ( рис. 133- 8). Кроме того, фрезерование в торец применяют для получения косого заплечика ( рис.133-9 ). В этом случае пласть шипа остается плоской.
Другой способ получения шипа - поперечное фрезерование цилиндрической фрезой, ось вращения которой параллельна продольной оси бруска (рис. 133-10). К сожалению, при этом на пластах шипа образуются кинематические волны - след вращающихся ножей. При таком способе обработки невозможно получить фасонные (скошенные) заплечики, что вынуждает применять дополнительную технологическую операцию — подсечку заплечиков конической фрезой. Если овальное гнездо для шипового соединения выполняют сверлением, то затем возникает необходимость округлить кромки прямого шипа поперечным фрезерованием цилиндрической фрезой ( рис. 133-11).
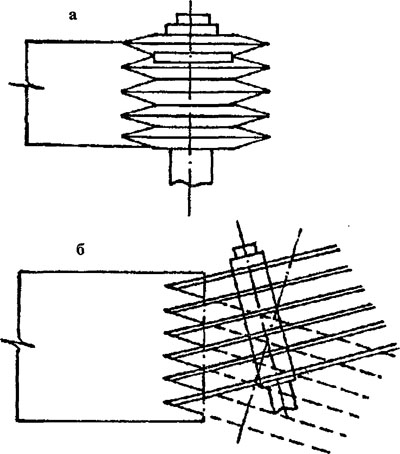
Рис. 134. Способы получения зубчатых шипов
Зубчатые клиновые шипы получают преимущественно способом торцового фрезерования специальным многорезцовым инструментом, зубья которого должны иметь одинаковый профиль ( рис. 134 а ). Для сращивания длинномерных деталей
применяют пиление двумя наклонно установленными друг к другу и расположенными последовательно по ходу подачи материала блоками пил разного диаметра ( рис. 134 б). Для повышения прочности соединения предпочтительнее формировать клиновые шипы в два этапа: сначала пропиливать пазы круглыми пилами, а затем расфрезеровывать эти пазы шипорезной фрезой с клиновидными резцами.
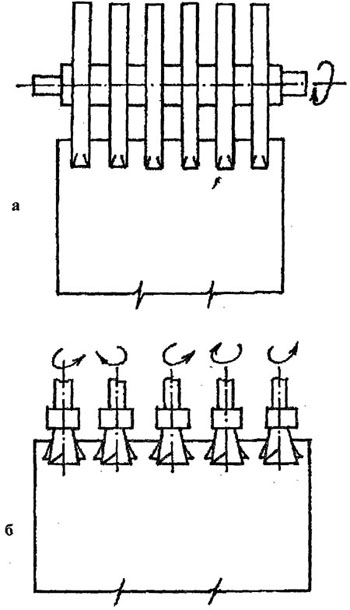
Рис. 135. Способы фрезерования ящичных шипов: а-дисковыми фрезами; б-концевыми фрезами
Наиболее слабое место зубчатого соединения - плоскость, которая проходит через вершину шипов. Поэтому надо стремиться уменьшать величину затупления шипов.
Для этого вначале фрезеруют шипы, получая между ними тупые впадины, а затем эти места обжимают специальным набором острых клиньев с уклоном боковых поверхностей, которые должны быть несколько меньшими, чем у нарезаемых шипов.Прямые ящичные шипы выполняют фрезерованием в торец дисковыми фрезами, насаженными на оправку с шагом, равным шагу шипового соединения ( рис. 135 а ). Ящичные шипы “ласточкин хвост” фрезеруют фасонными концевыми фрезами ( рис. 135 б).
Дата добавления: 2016-06-18; просмотров: 3720;
Поиск по сайту
Узнать еще
- B ... удерживайте упорное кольцо 30.6 снимите блок шестерен 30.7a Снимите упорное кольцо
- Cравнительная характеристика усилителей на БТ
- I. ГИГИЕНИЧЕСКИЕ ТРЕБОВАНИЯ К МЕСТАМ ЗАНЯТИЙ
- I. Загальна характеристика
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- II. Монозы и их характеристика
- II. ТРЕБОВАНИЯ К ДОКУМЕНТАЦИИ
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
