Ручные сверлильные машины для древесины
Электрические сверлильные машины предназначены для сверления отверстий не только в древесине, но и в металле, пластмассе, бетоне и других материалах, применяемых в современном строительстве. Наличие электронного регулирования частоты вращения шпинделя дает возможность изменять количество оборотов от нуля до максимального и осуществлять сверление в наиболее оптимальном режиме. Основные технические характеристики некоторых типов отечественных сверлильных машин приведены в таблице 33.
Современный рынок наполнен большой номенклатурой электрических инструментов зарубежного производства, среди которых в выгодную сторону отличаются изделия фирмы Bosch, которая является одним из крупнейших в мире производителей электроинструментов и контролирует в этой области 27% мирового рынка. Продукция этого концерна продается как под собственными марками (Bosch, SkU, Dremel, Hawera, Atco, Qualcast и Magna), так и под многочисленными частными торговыми марками. Особый интерес для потребителя представляют электрические дрели, которые могут работать на аккумуляторах. В последние годы наблюдается тенденция к увеличению времени работы аккумуляторных дрелей без подзарядки, а также к повышению их мощности и надежности. Кроме того, расширилась линейка напряжений аккумуляторов. Большая часть инструментов, официально поставляемых в Россию, изготавливается на заводах Германии и Швейцарии.
Примером такого инструмента может стать Bosch PSB 12, VE-2/18, VE-2 - аккумуляторные дрели ударного действия, которые могут работать и как шуруповерты. При помощи этих универсальных дрелей сверлят отверстия не только в древесине, но и в металле, кирпиче и в бетоне. Дрели снабжены реверсом, что позволяет их использовать и для выворачивания шурупов, болтов и гаек. В комплект поставки дрели входят зарядное устройство, дополнительная рукоятка и пластмассовый чемодан.
ОБРАБОТКА ДРЕВЕСИНЫ НА ШИПОРЕЗНЫХ СТАНКАХ
Характеристика шиповых соединений древесины и требования к ним
Соединения на шипах широко применяют при сборке столярных изделий, а также при сращивании коротких брусков для получения длинномерных материалов.
Изделия, отдельные элементы которых соединяют при помощи шипов, могут быть выполнены в виде рамок и ящиков. К изделиям рамочной конструкции относятся оконные переплеты, коробки, двери, форточки, различные элементы мебели. Рамочная конструкция может быть собрана из двух продольных и двух поперечных брусков без промежуточных связывающих элементов или с серединными брусками в виде переплетов или решеток. Шиповые соединения в основном выполняют на клею, иногда для повышения прочности их дополнительно усиливают металлическими крепежными деталями. По месту расположения в изделии шиповые соединения бывают угловые, серединные и концевые.
Угловые шиповые соединения осуществляют при помощи плоских прямоугольных ( рамных) или клиновых (зубчатых) шипов ( рис. 130). Рамное шиповое соединение бывает на сквозной одинарный (рис. 130а)двойной (рис. 130 6) или тройной (рис. 130 в) шип и соответствующую ему проушину. Обычно шипы вырезают на коротких (поперечных) брусках рамки, а проушины - на длинных (продольных).
Плоский одинарный рамный шип (рис. 130, а) состоит из следующих элементов: двух боковых граней (пластей) 5, двух заплечиков 6 и торцовой грани 4. У проушины различают две боковые пласта 2, внутреннюю торцевую грань 1 и две внешние торцевые грани 3.
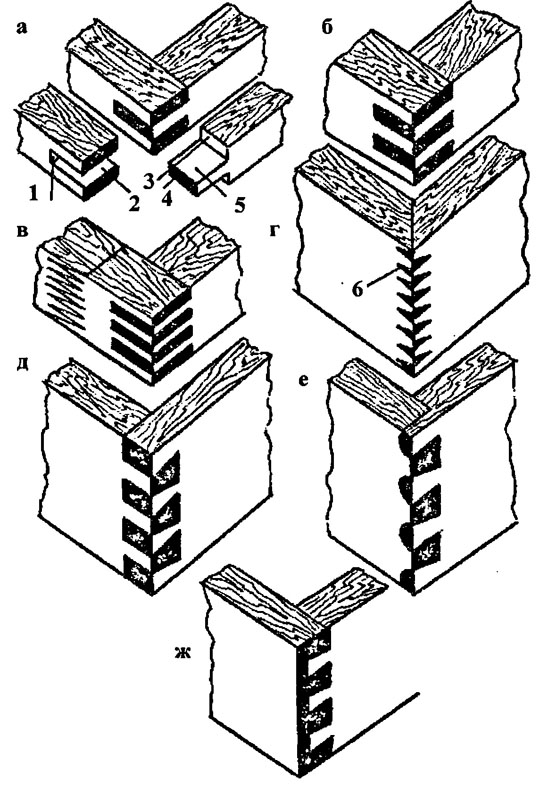
Рис. 130. Угловые шиповые концевые соединения: а,б,в-рамные на одинарный, двойной и тройной шипы; г-клиновид-ные шипы; д,е,ж-«ласточкин хвост» с плоскими скругленными и закрытыми шипами; 1-дно проушины; 2,5-пласти; 3-внешние торцевые грани; 4-торец шипа; 6-шипы
Кроме открытых сквозных соединений бывают шиповые соединения несквозные - на шип с полупотемком или потем-ком. В этом случае торцовая грань ( вершина) шипа скрыта или частично выступает на боковую внешнюю поверхность рамки. В столярной практике используют также шиповые соединения на ус с применением вставных круглых шипов ( шкантов) или плоских шипов. Концы соединяемых брусков в этом случае предварительно торцуют под углом 45°.
Клиновые шипы для углового концевого соединения ( рис. 130 г) формируют с одинаковым для обоих брусков шагом на предварительно торцованных под углом 45 ° концах. Чтобы острые концы шипов не выступали на внешних ушах рамки, перед сборкой на торцах заготовок заранее делают фаску 7 под углом 45 ° размером, равным высоте шипа. Угловые соединения при помощи клиновых шипов обеспечивают достаточную прочность и надежность.
Угловое концевое соединение широких досок при сборе ящиков или коробок осуществляют с помощью прямоугольных шипов (рис. 130 б, в) и шипов “ласточкин хвост” с плоскими (рис. 130 д) или округленными (рис. 130 е) гранями. У мебельных ящиков шипы “ласточкин хвост” делают с лицевой стороны закрытыми (рис. 130 ж). При этом лицевая стенка должна быть толще боковой.
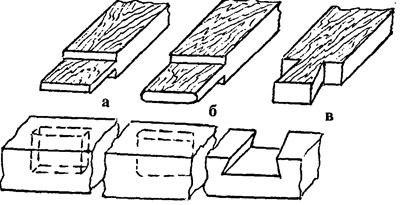
Рис. 131. Срединные шиповые соединения: a-плоским одинарным шипом; б-прямым скругленным шипом; в-несквозным срединным «ласточкиным хвостом»
Угловые серединные шиповые соединения используют при сопряжении конца одного бруска со средней частью другого (рис. 131). Такие соединения бывают в виде плоского одинарного шипа и прямоугольного несквозного или сквозного гнезда (рис. 131а). При больших поперечных сечениях собирают детали на двойной шип и два гнезда. Соединение с помощью прямого или косого скругленного шипа и соответствующего ему гнезда овальной формы показано на рис. 131 б, в. В качестве соединительного элемента используют также цилиндрические шипы ( шканты) и круглые отверстия, выполненные сверлением. Иногда при сборке крупномерных изделий применяют серединное несквозное соединение “ласточкин хвост”
(рис. 131 в). Форма и размеры шиповых элементов определяют прочность соединения, поэтому их выбирают в зависимости от конструкции изделия.
Шиповые соединения по длине ( сращивание) выполняют с помощью клиновых ( зубчатых) шипов. Клиновые шипы могут быть с торцовыми гранями или остроконечные. Грани шипов делают плоскими или фасонными в зависимости от применяемого режущего инструмента. Наиболее широко распространены клиновые шипы, показанные на рис. 132. Основные параметры соединения - длина шипа L и шаг соединения t. Шипы затупляют, чтобы в стыках после запрессовки оставался зазор S.
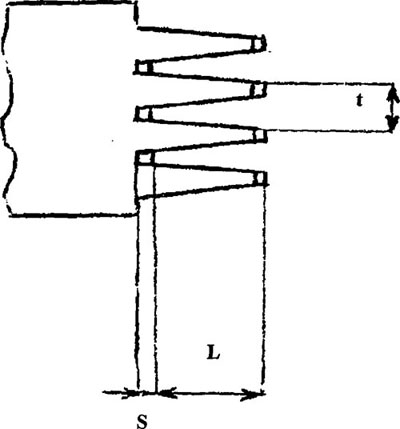
Рис. 132. Клиновой шип: L-длина шипа; t-шаг соединения; S-зазор
По длине различают длинные (30-50 мм), средние (10 -20 мм) и мелкие (3-5 мм) шипы. Стандартные размеры шипов приведены в таблице 17. В зависимости от расположения шипов по отношению к пласти склеиваемых заготовок зубчатые соединения могут быть трех типов: вертикальные, горизонтальные, диагональные.
Торцовое давление запрессовки устанавливают в зависимости от геометрических параметров зубчатого соединения, размеров поперечного сечения заготовки и породы склеиваемой древесины. Чем меньше длина шипа, тем выше давление запрессовки. Основная характеристика зубчатого клеевого соединения - его прочность. Существует две категории относительной прочности: 1 - не менее 75 % прочности цельной древесины и II категория - не менее 60 %.
Таблица 34. Стандартные размеры шипов
| Длина, мм | Шаг, мм | Затупление, мм | Категория прочности | Минимальное удельное торцовое давление при запрессовке, МПа |
| 12,0 | 2,0} | 1,5 | ||
| 8,00 | 1,0} | 1,11 | 2,5 | |
| 6,00 | 1,0 | 3,5 | ||
| 3,50 | 0,5 | И | 6,0 | |
| 1,75 | 0,2} | 10,0 |
Сборка шиповых соединений является очень ответственной частью технологического процесса. Она заключается в нанесении клея на боковые поверхности шипов и приложении определенного давления на места их запрессовки либо сразу же после нанесения клея, либо после некоторой выдержки. На качество сборки шиповых соединений влияют такие факторы: качество подготовки поверхности под склеивание, точность формирования шипов, техническая характеристика клея и режим склеивания, давление запрессовки, режим отверждения клеевой прослойки.
Отдельные элементы шипа имеют разное функциональное назначение и по-разному влияют на качество углового соединения, поэтому требования к точности их обработки различны. Наиболее важные размеры-толщина шипа и ширина проушины, так как в основном они определяют прочность и долговечность шипового соединения.
Следует помнить, что в шиповых соединениях деревянных деталей используют посадки с натягом. Натяг - это разница в размерах шипа и проушины до сборки, если толщина шипа больше размера проушины. При образовании посадок допуски проушины и шипа могут быть одинаковыми или разными. При разных допусках проушины и шипа в посадке рекомендуется, чтобы больший допуск был у проушины.
В шиповых соединениях и в местах расположения врезных приборов и крепежных деталей не допускается наличие сучков, смоляных карманов и червоточины. Влажность коробок наружных и тамбурных дверей должна быть 12 ±3 %, коробок внутренних дверей и дверных полотен - 9± 3%; влажность древесины для пробок, планок, нагелей и шкантов - на 2-3 % меньше влажности древесины деталей. Прочность на изгиб должна быть не менее 0,4 Мпа для угловых шиповых соединений дверных коробок и не менее 0,7 Мпа для обвязок дверных полотен.
Детали дверей можно изготовлять клеенными по толщине, ширине и длине. Соединения с зубчатым шипом длиной до 10 мм применяются во всех деталях без ограничения места их расположения, но в угловых соединениях на расстояниях менее 150 мм от них - исключаются. Количество соединений по длине не должно быть более трех на 1 м детали при минимальной длине склеиваемых заготовок 250 мм; склеенные элементы могут отличаться по влажности не более чем на 5 %. В зоне соединения не допускаются сучки диаметром более 5 мм. Сучки, разрешенные техническими требованиями на изделия, должны находиться от основания шипов на расстоянии не менее трех размеров сучка. Лишний сучок вырезают - расстояние от реза до сучка не менее одного размера сучка При выполнении шипового соединения следует также учесть, что склеивание необходимо производить не позднее, чем через 24 ч после формирования зубчатых шипов, так как возможно нарушение формы шипов вследствие упругого восстановления волокон древесины.
Дата добавления: 2016-06-18; просмотров: 2799;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- II. Принцип действия и режимы работы синхронной машины
- III. Порошки для стирки и мытья

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
