Многошпиндельные сверлильно-присадочные станки для древесины
Основное назначение этих станков - выработка отверстий под крутые шипы для угловых соединений. Конструктивно такие станки могут быть вертикальными, горизонтальными и вертикально-горизонтальными. На первом месте по применению стоят вертикально-горизонтальные станки с индивидуальным приводом головок и автоматической подачей. На рис. 125 показана схема типовой конструкции такого станка.
Станок имеет несколько сверлильных головок- горизонтальных 1 и вертикальных 2. Заготовка (щит) 3 подается в станок конвейером 8 и свободно проходит под толкателями 4, которые имеют шарнирную подвеску. После схода толкателей с заготовки штоки пневмоцилиндра 5 досылают заготовку 3 до упоров 6, а торцовой упор 9 пневмоцилиндра 10 - до упоров 11. После этого в действие вступают пневмоцилиндры 12, которые своими башмаками 13 прижимают заготовку к линейке 7 главной опорной базы. В это самое время конвейер 8 отключается и опускается ниже поверхности базирования. В процесс сверления последовательно задействуются те головки, которые предусмотрены технологией обработки. После того, как заготовка обработана, пневмоцилиндры 14 убирают опоры 6, а пневмоцилиндры 12 полностью освобождают заготовку от зажима. После этого включается конвейер, который, поднявшись, транспортирует заготовку в направлении Б. Все сверлильные головки имеют индивидуальную настройку по вектору движения, глубине, скорости вращения. Предусмотрена возможность быстрой смены сверл. В станках применяются винтовые, спиральные, чашечные сверла.
Технические характеристики сверлильно-присадочных стан-
ков:
Частота вращения сверл(об/мин) 4000
(Мощность электродвигателя головки, кВт 1,8...3,0 Скорость подачи конвейера, м/мин 55
Цикловая производительность, шт./мин 20. ..25
Размеры обрабатываемых заготовок (мм) ширина 50... 1200
длина 205...3200
Минимальное расстояние между вертикальными сверлильными головками (мм ) 96
Нормальное расстояние между сверлами (мм) 32
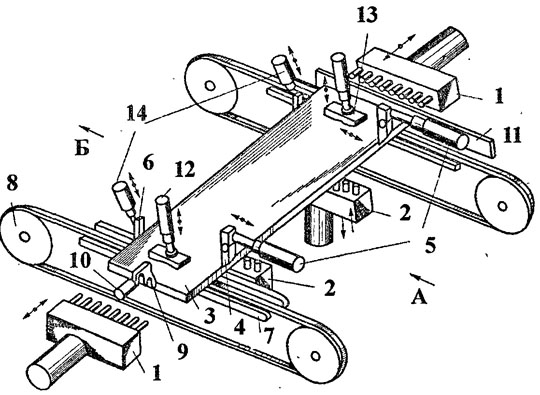
Рис. 125. Схема многошпиндельного сверлильно-присадочного станка: 1 -горизонтальные сверлильные головки; 2-вертикальные сверлильные головки; 3-заготовка; 4-толкатели; 5 пневмоцилиндры; 6-упоры; 7-линейка главной опорной базы; 8-конвейер; 9-торцовые упоры; 10-пневмоцилиндр; 11-упоры; 12-пневмоцилиндры вертикального прижима; 13-башмак; 14-пневмоцилиндры торцевых прижимов
Дата добавления: 2016-06-18; просмотров: 3003;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
