Наладка многошпиндельных сверлильно-присадочные станков для древесины
Наладка станков состоит в определении режима работы, выборе режущего инструмента и правильном базировании заготовки относительно сверла или концевой фрезы.
Определяя режим работы, следует помнить, что окружная скорость различных точек торцевых режущих кромок сверла разная. Самую большую скорость резания имеют точки, более всего удаленные от оси сверла. По мере приближения к центру сверла окружная скорость главного движения уменьшается.
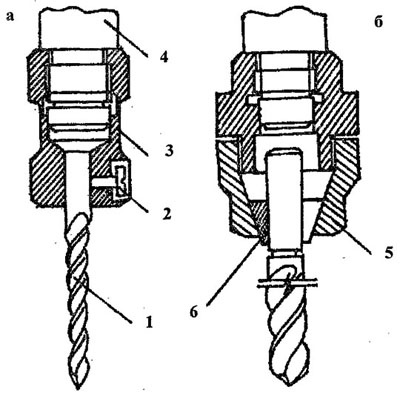
Рис. 127. Установка сверлильного инструмента на шпинделе: a-в патроне со стопорным винтом; б-в трехкулачковом самоцентрирующемся патроне; 1-сверло; 2-винт; 3-патрон; 4-шпиндель; 5-гайка; 6-зажимные кулачки
Скорость поступательного движения подачи для всех точек одинакова. Поэтому в центральной части отверстия волокна древесины не перерезаются, а сминаются и отодвигаются центром в стороны. Исходя из этого, подачу на один оборот сверла для древесины мягких пород принимают равной 0,7-2,2 мм, а твердых - 0,1 - 0,5 мм. Меньшие значения следует назначать при сверлении глубоких отверстий малого диаметра В соответствии с выбранной подачей устанавливают скорость резания переключением частоты вращения трехскоростного электродвигателя.
В зависимости от характера сверления выбирают тип и диаметр сверла или концевой фрезы. Необходимо помнить, что сверла для сверления вдоль волокон нельзя применять для сверления отверстий перпендикулярно волокнам. Угол заточки спиральных сверл должен соответствовать направлению сверления относительно волокон древесины.
Диаметр сверла выбирают в зависимости от размера отверстия, учитывая, что диаметр полученного отверстия будет больше диаметра сверла на 0,2-0,35 мм вследствие его биения.
Сверла крепят на шпинделе с помощью патронов со стопорным винтом (рис. 127 а ) или с помощью трех - и четырехкулачковых самоцентрирующихся патронов ( рисЛ 27 б ). В последнем случае сверло зажимают с достаточной силой, чтобы оно во время работы не проворачивалось. Вращая шпиндель вручную, следует убедиться, что сверло закреплено правильно и не имеет биения..
Стол по высоте регулируют так, чтобы при крайнем верхнем положении шпинделя расстояние от вершины сверла до рабочей поверхности стола было на 25 мм больше высоты обрабатываемой детали. Если возникает необходимость в наклонном отверстии, стол поворачивают на требуемый угол. Положение стола регулируют маховичком, а величину перемещения отсчитывают по шкале.
Упоры, ограничивающие ход стола, выставляют в зависимости от длины гнезда При сверлении отверстий стол станка фиксируют стопорным устройством. Ход гильзы со шпинделем ограничивают упором, который устанавливают по высоте в зависимости от глубины отверстия или гнезда. Торцевые упоры, базирующие заготовку, регулируют в зависимости от условий работы.
Различают сверление отверстий по разметке, по упорам и с применением кондукторов ( шаблонов ).
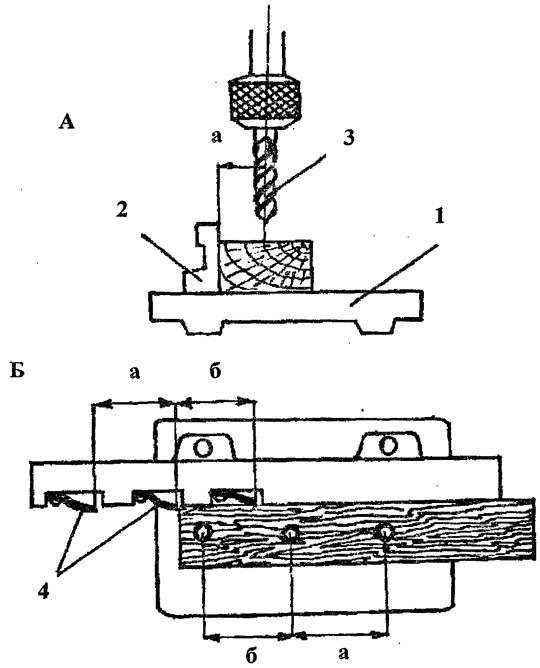
Рис. 128. Настройка вертикального сверлильно-пазовального станка:
А-настройка направляющей линейки; Б-настройка торцовых упоров; 1-стол; 2-линейка; 3-сверло; 4-упоры
При сверлении по предварительной разметке торцовые упоры не нужны. Пользуясь метками, деталь каждый раз ориентируют на столе относительно сверла. Если нужно просверлить по разметке несколько отверстий, расположенных на одинаковом расстоянии от кромки детали, применяют направляющую линейку (рис. 128 а ). Линейку 2 закрепляют на столе 1 так, чтобы обеспечивалось требуемое расстояние “а” от оси сверла 3 до рабочей поверхности линейки.
При обработке большой партии деталей, если требуется высверлить несколько отверстий одинакового диаметра, выполняют сверление по упорам (рис. 128 б). Упоры 4 в виде пружинящих пластинок укреплены в пазах направляющей линейки. Расстояние “а” и “б” между упорами делают равными расстоянию между отверстиями в детали. Деталь базируют торцом по очередному упору, а неиспользуемые упоры утапливают деталью в паз линейки.
Шаблоны используют для сверления нескольких отверстий в щитовых деталях. При этом расположение отверстий шаблона соответствует расположению отверстий готовой детали.
Во всех случаях сверления скорость подачи шпинделя зависит от диаметра, глубины и расположения высверливаемого отверстия по отношению к волокнам древесины.
После наладки сверлят пробные отверстия и контролируют их диаметр и положение калибром или измерительным инструментом. Отклонение оси отверстия базовой поверхности детали от перпендикулярности допускается не более 0,15 мм на длине 100 мм.
Дата добавления: 2016-06-18; просмотров: 4391;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
