Технологическое назначение и индексация круглопильных станков
По технологическому назначению круглопильные станки делят на группы: для продольного, поперечного, смешанного распиливания, для раскроя листовых и плитных древесных материалов.
В связи с этим, круглопильным станкам присваивается буквенная индексация:
Круглопильные станки для продольной распиловки: бревнопильные с подачей на тележке - ЦДТ
общего назначения - ЦД
прирезные с конвейерной подачей - ЦДК
ребровые - ЦР
Круглопильные станки для поперечной распиловки:
В деревообрабатывающем производстве применяют круглопильные станки: однопильные для продольного распиливания бревен на брусья, доски, сегменты - модели ЦЦТ5 - 3, ЦДТ6 - 4; однопильные для продольного распиливания горбылей на доски и брусья ребрового деления - станки модели ЦР- 4А; двухпильные для продольного распиливания крупномерных бревен на брусья, доски, сегменты и другие виды пиломатериалов
- станки модели ЦДТ 7.
Кроме того, в деревоборабатывакмцем хозяйстве используют: обрезные станки для двухсторонней продольной обрезки кромок у необрезных досок (двухпильные Ц2Д - 7, Ц2Д - 7А), для двухсторонней продольной обрезки кромок у необрезных досок и разрезки широких досок надвое (трехпильный станок ЦЗд - 7 ) и на три доски ( четырехпильный станок Ц4д - 4), пятипильные обрезные станки для раскроя пиломатериалов типа Ц5Д - 8; однопильные для поперечного распиливания (торцовки) пиломатериалов ЦКБ 40; торцовочные трехпильные станки для разрезки (торцовки) обоих сторон досок ЦТЗ -2 м; однопильные торцовочные облегченные типа ТС - 2, ТС - 3; торцовочные для поперечного распиливания пиломатериалов как под прямым углом, так и до 45° к боковой плоскости доски или бруса, с прямолинейным движением суппорта ЦПА - 40; двухпильные для чистового торцевания деталей с одновременной обработкой двух торцов Ц2К12 - 1, Ц2К20 - 1..В деревообработке также применяют трехпильные форматно-обрезные станки для обрезки и раскроя щитовых и листовых материалов - типа ЦТЗФ -1, ЦТЗФ - 2; однопильные для продольного распиливания по ширине и толщине обрезных досок, брусков и щитов - модели ЦДК4 - 3.
Круглопильные станки для поперечной распиловки (торцовочные) дерева
Станки для поперечного раскроя дерева
В зависимости, от вида поперечного раскрои различают круглопильные станки для поперечной торцовки досок по длине на заготовки и окончательной чистовой торцовки деталей с целью получения точного размера.
Круглопильные станки для предварительной торцовки досок в зависимости от способа подачи пилы и расположения ее относительно распиливаемого материала бывают с нижним расположением пилы ( ЦТ25, ЦТ40), с верхним расположением и прямолинейной подачей пилы ( ЦПА40, ЦПА40М) или с шарнирно-рычажной подвеской пилы (ЦМЭ-За).Торцовочный станок с верхним расположением пилы и прямолинейной подачей (рис. 107) предназначен для поперечной распиловки досок, брусьев и щитов, а также для выработки пазов. Станок устроен таким образом. В верхней части колонки 11 станка на подшипниковых опорах-роликах установлен суппорт 9. Колонка переставляется по высоте маховичком
2 и крепится рукояткой 3. Пильный суппорт подается от гидроцилиндра 10 нажатием на педаль 1. К суппорту прикреплен электродвигатель 7, на вал которого установлена круглая пила 6. Заготовки базируют на столе 4 с роликами, направляющей линейкой 8 и торцевыми откидными упорами.
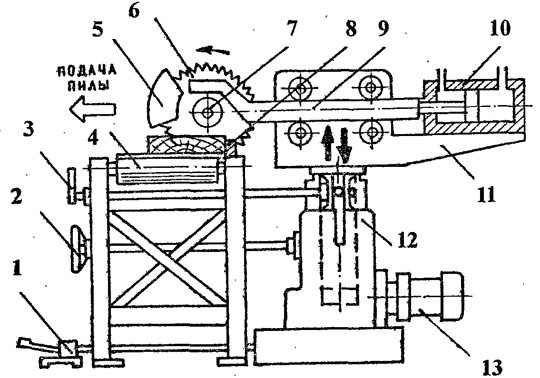
Рис. 107. Станок торцовочный с прямолинейным движением пилы: 1-педаль; 2-маховичок подъема колонки; 3-рукоятка зажима колонки; 4-стол с роликами; 5-ограждение; 6-пила; 7-электродвигатель; 8-направляющая линейка; 9-суппорт; 10-сидроцилиндр; 11-колонка; 12-станина; 13-электродвигатель гидропривода подачи
Рабочий ход пилы осуществляется при помощи гидропривода подачи суппорта нажатием на педаль.
Круглопильные станки для чистовой торцовки деталей бывают концеравнительные с одновременной обработкой двух торцов заготовки (Ц2К12 -1, Ц2к20 -1) и с дополнительными фрезерными головками для выборки профиля на кромках щитовых деталей ( Ц2К12Ф -1, Ц2К20 -Ф -1).
Наладка станков. На станках для предварительной торцовки досок используют плоские круглые пилы с разведенными зубьями. Если есть необходимость в высоком качестве раскроя, используют пилы с пластинами из твердых сплавов. Такие пилы можно использовать и для смешанного раскроя древесины, а также древесностружечных и столярных плит, обклеенных шпоном щитов, клееной древесины.
Перед установкой пилы на шпиндель необходимо проверить качество ее подготовки. Следует также проверить состояние прижимной шайбы и посадочной шейки вала. Опорные поверхности шайб должны быть очищены от грязи и установлены перпендикулярно оси вращения шпинделя. Допускается торцевое биение поверхности шайбы не более 0,02 мм на диаметре 100 мм. Пилу надевают на вал электродвигателя и надежно крепят гайкой. Пильный суппорт регулируют по высоте так, чтобы зубья пилы располагались в пазу стола на 5-6 мм ниже его рабочей поверхности. Настроечные перемещения осуществляют маховичком путем подъема или опускания колонки совместно с суппортом. После настройки по высоте колонку фиксируют стопорным устройством.
Рабочий ход пильного суппорта регулируют перестановкой
упоров-ограничителей. Ограничители устанавливают в зависимости от ширины торцуемой доски так, чтобы при подаче холостой пробег пилы был минимальным. Это позволяет эффективнее использовать станок. При регулировке упоров пользуются шкалой, укрепленной на суппорте или станине станка.
Далее производят размерную настройку. Различают торцовку по предварительной разметке и с установкой заготовки по шкале, метке, направляющей линейке или по упору. Установка заготовки на позиции по меткам не обеспечивает получения точного размера и может применяться только для предварительной грубой торцовки досок. Базирование заготовок по упору позволяет торцевать детали с большей точностью.
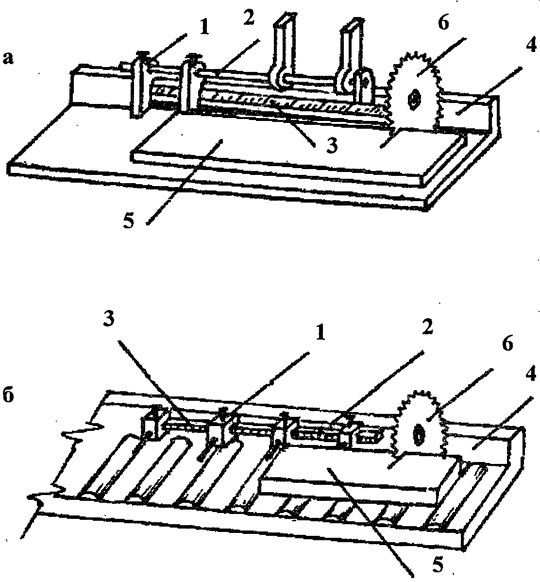
Рис. 108. Применение упоров: а-откидных; б-утапливаемых; 1-упор; 2-штанга; 3-шкала; 4-направляющая линейка; 5-заготовка; 6-пила
Для повышения производительности при торцовке деталей разной длины используют несколько упоров с ручным или автоматическим управлением (рис. 108). Упоры 1, укрепляемые на штанге 2, могут, переставляться на необходимую длину отпиливаемой детали. Для точного перемещения упоров используют шкалу 3 на направляющей линейке 4. Расстановку упоров проверяют методом контроля длины деталей, полученных при пробной распиловке. При необходимости расположение упоров регулируют.
Скорость подачи в станках с гидроприводом регулируют изменением числа ходов суппорта в минуту. Число ходов устанавливают в зависимости от породы древесины и размеров сечения распиливаемой заготовки. При торцовке древесины твердых пород используют меньшее число ходов суппорта, чем при раскрое древесины мягких пород.
После подготовки и наладки станка приступают к распиловке. Выпиленные детали должны удовлетворять следующим требованиям: отклонение от перпендикулярности торца и пласта детали допускается не более 0,2 мм на длине 100 мм; шероховатость поверхности резания должна быть не более 320-500 мкм. Перпендикулярность проверяют угольником.
Работа на станках. Изначальная технологическая операция заключается в правильной ориентировке доски на роликовом столе. Подавать ее к пиле надо так, чтобы обрезать дефектный конец доски и выровнять ее торец. Для этого станочник, находясь справа от пилы, обеими руками прижимает доску к направляющей линейке и упору, а с помощью педали включает подачу пилы. Нужно следить за тем, чтобы доска была перпендикулярна пиле, а кромка доски касалась направляющей линейки, так как при перекосе доски не будет достигнута перпендикулярность торца кромки. Прижимая доску к линейке, необходимо держать руки на безопасном расстоянии от пилы (не ближе 300-400 мм).
Маятниковые пилы применяют для поперечной распиловки досок и брусков. Конструкций маятниковых пил существует много, поэтому данный вид оборудования рассмотрим на примере станка типа ЦКМ (рис. 109), уже много лет являющегося неотъемлемым атрибутом любой столярной мастерской. Станок имеет рабочий вал с пильным диском и шкивами для привода. Вал установлен на качающейся раме, подвешенной на кронштейнах к стене или потолку здания. Электродвигатель помещен на консоли рамы, а передача вращения пильному диску осуществляется посредством ремня, идущего со шкива двигателя на шкив пильного вала. Со стороны работающего ременная передача закрыта щитком.
Таблица 28. Техническая характеристика маятниковой торцовки
| Наибольшая толщина распиливаемого материала, мм | . 225 |
| Наибольшая ширина распиливаемого материала, мм | |
| Диаметр пилы, мм | |
| Число оборотов в минуту | |
| Мощность электродвигателя, кВт | |
| Вес станка, кг |
Дата добавления: 2016-06-18; просмотров: 5857;
Поиск по сайту
Узнать еще
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- IV. Термодатчики, их устройство и назначение.
- А) Назначение и порядок выполнения расчетов
- Автоматизированное и программно-управляемое технологическое оборудование
- АГРЕГАТ ДЛЯ РЕМОНТА СТАНКОВ–КАЧАЛОК
- Аналого-цифровые преобразователи: назначение, ошибки преобразования, способы уменьшения динамических ошибок преобразования. Виды АЦП, сравнительная оценка.
- Архивация файлов, назначение, виды и основные возможности архиваторов.
- Архивный файл. Программы-архиваторы и их назначение.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
