Подготовка к работе круглых плоских пил
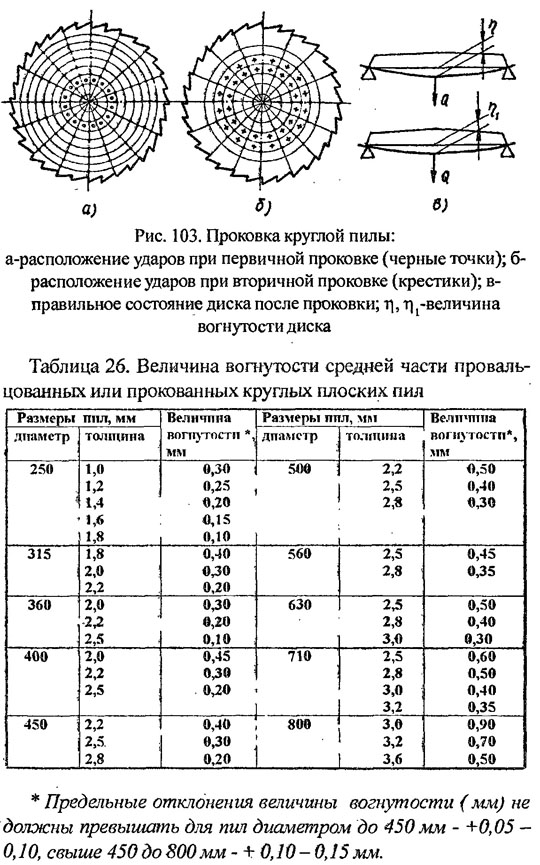
Проковка круглых плоских пил не механизирована и требует высокой квалификации мастера. Проковка заключается в нанесении ударов проковочным молотком по центральной части пилы, лежащей на наковальне. Перед проковкой делают разметку пилы для определения точек нанесения ударов: проводят 12 - 16 радиусов, равномерно делящих диск и 6 - 8 концентрических окружностей на равном расстоянии друг от друга, причем наружная окружность отстоит на 20 - 30 мм от окружности впадин зубьев, а внутренняя - на 30 - 40 мм от окружности диаметра зажимных фланцев. Удары молотком наносят с одинаковой силой по всей поверхности пилы по радиусам от периферии к центру в точках пересечения радиусов с окружностями (рис. 103 а).
Сила ударов зависит от толщины пилы и степени ее твердости: чем тоньше или мягче пила, тем легче удары. В том же порядке (и по тем же точкам) пилу проковывают с другой стороны.
Степень ослабления средней части пилы проверяют так же, как и в случае вальцевания (нормативы те же).
Если средняя часть ослаблена недостаточно, проковку повторяют, нанося удары между местами ударов первой проковки (рис. 103 б).
Заточка зубьев обеспечивает заданные угловые параметры зубьев и остроту режущих кромок. Для заточки круглых пил рекомендуют применять шлифовальные круги марок ЭБ25СТ2Б и ЭБ40СТВ. Подача на один ход круга не должна превышать 0,06 мм. Подшлифовывают зубья точильным кругом ЭБ40СТВ. При этом делают 2-3 легких прохода с величиной врезания на один ход круга не более 0,02 мм. Заусенцы с боковых граней зубьев снимают мелкозернистым шлифовальным бруском.
Следует помнить, что угол косой заточки пил для поперечной распиловки должен быть равен 45 - 50 что обеспечивает наиболее высокую чистоту поверхности торцов.
Пила считается правильно заточенной, если обеспечены заданный стандартный профиль зубьев, достаточная острота режущих кромок, расположение вершин зубьев на одной окружности, отсутствие заворотов, надломов, заусенцев и засинения вершин зубьев, плавное закругление межзубовых впадин.
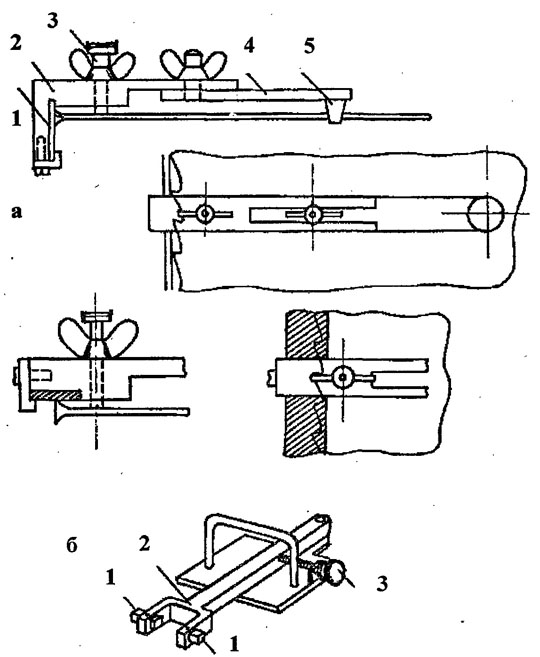
Рис. 104. Приспособление для прифуговки зубьев: a-ручное (показана прифуговка зубьев по высоте и с боков); б-устанавливаемое на станке; 1-брусок; 2-державка; 3-регулировоч-ный винт; 4-линейка; 5-конусная оправка
Чтобы добиться расположения вершин и боковых граней
зубьев на одной окружности и в одной плоскости, рекомендуется прифуговать зубья. Прифуговку выполняют по высоте зубьев и ширине режущей кромки (с боков) фугующими приспособлениями (рис. 104 ), устанавливаемыми на пильных станках, а также на заточных станках.
Прифуговку на валу станка осуществляют мелкозернистым оселком (зернистость 5-10) при вращении пилы в направлении, обратном рабочему и малой частоте вращения.
Величина прифугованной поверхности ( фаски) должна быть не более 0,1 - 0,3 мм.
С боков зубья прифуговывают при минимальной подаче оселка. Операцию следует считать законченной, если 1/3 зубьев будет иметь следы прифуговки.
Оборудование и приспособления для заточки и прифуговки зубьев круглых плоских пил:
полуавтоматы для заточки круглых пил для продольной и поперечной распиловки - ТчПК8 (диаметр пил 200 - 800 мм); Тч ПК (диаметр пил 100 - 400 мм); Тч ПК 16-2 (диаметр пил 400 - 600 мм); ТчПК22 - 2 (диаметр пил 800 - 2200 мм); полуавтомат для заточки круглых, рамных и ленточных пил ТчПА -3 (диаметр пил 200 - 1000 мм);
станки для заточки круглых, рамных пил, строгальных ножей ТчПН - 6 (диаметр пил 200 - 1200 мм);
шаблоны для контроля угловых элементов зубьев и профиля точильного круга; универсальный угломер; приспособление для прифуговки зубьев.
Развод зубьев обеспечивает движение пилы в пропиле без защемления и предотвращает недопустимый ее нагрев в результате трения о боковые поверхности пропила.
Развод заключается в поочередном отгибании кончиков зубьев в одну и другую стороны на 1/3 их высоты (отсчитывая от вершины).
Величина отклонения вершины зуба от плоскости пилы ( развод на сторону) зависит от физико-механических свойств распиливаемого материала, качества правки и режима эксплуатации пил. При распиливании более влажной древесины мягких пород и невысоком качестве правки величина развода должна быть большей, при малых скоростях подачи ( малой подаче на зуб) возможен меньший развод. Величина развода зубьев круглых плоских пил для основных типов круглопильных станков и средних режимов указана в таблице 27.
Таблица 27. Величина развода на одну сторону зубьев круглых плоских пил (в мм)*
| Кругло- пильные станки | Хвойные породы с абсолютной влажиосгыо | Твердые лнствениые породы | ||
| до 30 % в любое время года | свыше 30% летом | Свыше30% зимой | ||
| Обрезные | 0,55-0,65 | 9,65-0,75 | 0,55-0,65 | 0,40-0,50 |
| Ребровые | 0,60-0,70 | 0,70-0,80 | 00,60-0,70 | 0,40-0,50 |
| Реечные | 0,50-0,60 | 0,60-0,70 | «£0-0,60 | 0,40-0,50 |
| Прирезные | 0,30-0,50 | 0,60-0,70 | 0,40-0,60 | 0,30-0,50 |
| Торцовочные | 0,30-0,50 | 0,40-0,50 | 0,30-0,50 | 0,35-0,45 |
[1]Отклонение в величине развода отдельных зубьев пилы не должно превышать ± 0,05 мм..
Плющенье зубьев пил . Иногда зубья пил для продольной распиловки подвергают вместо развода плющению. При плющении кончик зуба расширяется в обе стороны, приобретая форму лопаточки. Плющение зубьев имеет ряд преимуществ перед разводом. Расплющенные кончики зубьев обязательно формируют для придания им одинаковой геометрической формы, угловых и линейных размеров.
Величина расширения зуба на сторону при плющении берется на 10 % меньше, чем в случае развода.
Установка пилы на станках требует соблюдения определенных правил. Пилу устанавливают на валу так, чтобы центр пилы совпадал с осью шпинделя. Это требование обеспечивается или точным соответствием диаметра посадочного отверстия диаметру шпинделя станка (допускаемый зазор не более 0,1 мм), или применением самоцентрируюхцего фланца для крепления пилы ( рис. 105 ). Опорные поверхности крепления фланцев
должны быть строго перпендикулярны оси шпинделя. Допускается торцовое биение коренного фланца не более 0,03 мм на радиусе 50 мм. Боковые ограничители колебаний пилы ( направляющие штифты) располагают как можно ближе к режущей части диска и по возможности выше его центра (для станков с расположением шпинделя под столом). Зазор между торцами штифтов не должен превышать 0,1 - 0,15 мм.
При продольной распиловке обязательно устанавливают за пилой расклинивающий нож ( рис. 106). Передняя вытянутая и заточенная на клин кромка ножа доджна отстоять по окружности вершин зубьев пилы не далее 10 -15 мм. Толщина ножа у задней кромки должна быть больше ширины пропила на 0,2 -0,3 мм. По высоте нож устанавливают на одном уровне с рабочей частью пилы.
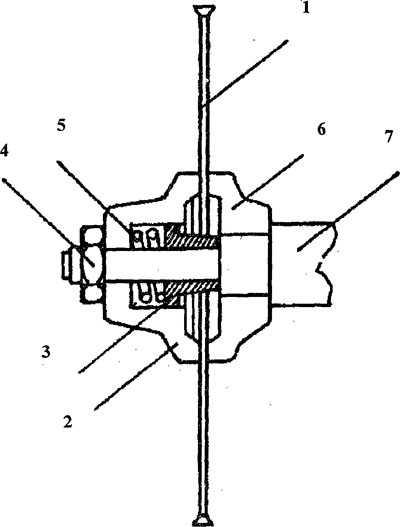
Рис. 105. Конструкция самоцентрирующих фланцев для крепления круглых пил:
1-пила; 2,6-съемный и неподвижный фланцы; 3-центрирующий конус; 4-гайка; 5-пружина; 7-пильный вал
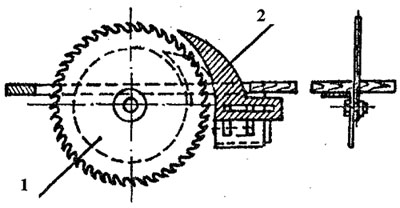
Рис. 106. Схема монтажа расклинивающего ножа:
1-пила; 2-расклинивающий нож
Дата добавления: 2016-06-18; просмотров: 3437;
Поиск по сайту
Узнать еще
- CОЕДИHЕHИЕ ШПИЛЬКОЙ
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- V. Подготовка личного состава службы
- VI. Подготовка кадров службы торговли и питания ГО района
- VII. Сигналы, применяемые при маневровой работе
- А – по капилляру круглого сечения; б – между параллельными пластинками
- Аборт при кампилобактериозе

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
