Подготовка к работе круглых плоских пил
Основными операциями подготовки к работе круглых пил являются обрезка и насечка зубьев, правка, вальцевание или проковка, заточка зубьев, их развод или плющение, установка пилы на станок.
Обрезка и насечка зубьев. Эти операции выполняют в случаях несоответствия размеров инструмента условиям его эксплуатации, поломки нескольких соседних зубьев пилы или появления в полотне трещин.
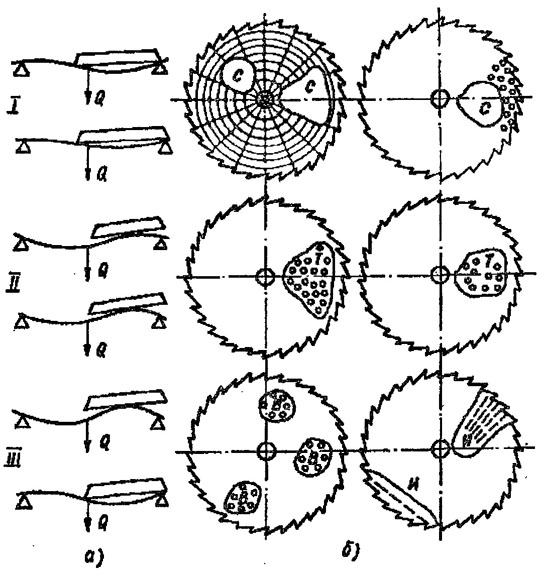
Рис. 102. Обнаружение и устранение дефектов формы полотна круглой плоской пилы: a-схемы обнаружения дефекта диска проверкой с двух сторон; б-расположение ударов при исправлении дефектов; С-слабые места; Т-тугие места; В-выпучины; И-изгибы
При насечке зубьев зазор между пуансоном и матрицей не должен превышать 0,5 мм. Штампуемый контур зубьев должен предусматривать припуск 1 -1,5 мм относительно требуемого профиля. Окончательная форма зубьев достигается заточкой их на станках.
Правка пил. Правкой устраняют местные и общие дефекты формы полотна. Приспособление для правки дисковых пил показано на рис. 101.
Для обнаружения дефектов формы полотна устанавливают пилу в горизонтальном положении на три опоры и проверяют его короткой поверочной линейкой с двух сторон. Установленные границы дефектов очерчивают мелом (рис. 102).
Способ правки зависит от типа дефекта. Слабые места «С» исправляют ударами проковочного молотка с круглым бойком вокруг дефекта с постепенным ослаблением по мере удаления от него.
Удары наносят с обеих сторон пилы (рис. 102 I). Тугие места «Т» исправляют ударами проковочного молотка внутри зоны дефекта, начиная от границ и заканчивая в середине. Удары наносят с обеих сторон пилы (рис. 102 II).
Выпучину «В» исправляют ударами проковочного молотка со стороны выпучины (рис. 102 III). Чтобы не изменить общего натяжения полотна, между пилой, положенной выпучиной вверх и наковальней, помещают картонную или кожаную прокладку.
Изгиб пилы «И» ( складки у зубчатой кромки, отогнутые участки, горбатость и одностороннюю крыловатость диска) исправляют ударами правильного изгиба молотка (с продолговатым бойком) либо по самому хребту у изгиба, либо, если размеры дефекта значительны, от краев изгиба к хребту со стороны выпуклости. Ось бойка должна совпадать с направлением оси изгиба ( рис. 102III).
Качество правки пилы рекомендуется проверять на специальном приспособлении ( рис. 101). В этом случае проверка происходит в условиях, приближенных к эксплуатационным. Критерием оценки качества правки служит величина наибольшего отклонения боковой поверхности пилы ( в периферийной части) от плоскости торцовой поверхности пилы.
Пила считается выправленной, если отклонения (в мм) от плоскостности ( коробление, выпучины и др.) на каждой стороне пильного диска не превышают для пил диаметром ( мм) до450-0,1; от 450 до 800 - 0,2; от 800 до 1000-0,3. Отклонения от плоскостности центральной части пилы в зоне фланцев не должны превышать 0,05 мм.
Для правки дисковых плоских пил используют пилоправ-ную наковальню ПИ -38, молотки проковочные ПИ -40, ПИ -41; молотки правильные ПИ - 42, ПИ - 43; приспособление для проверки качества правки; линейки поверочные ПИ - 44, ПИ - 45, ПИ - 46, ПИ - 47 и Г1И - 48.
Длина ручек правильных молотков должна быть 30 см; масса молотков с перекрестными бойками -1 кг, с косыми бойками - 1,5 кг; радиус выпуклости - 75 мм.
Вальцевание пил производится с целью создания начальных напряжений, необходимых для компенсации температурных напряжений, возникающих при неравномерном нагреве полотна пилы в процессе пиления, и уменьшения опасности возникновения резонансных состояний инструмента.
Сущность вальцевания заключается в ослаблении средней части пилы, за счет ее удлинения при прокате между двумя рабочими роликами под давлением.
Провальцованная пила приобретает поперечную устойчивость зубчатого венца при работе, т. е. способность противостоять неуравновешенным боковым силам, действующим на диск при пилении, и обеспечивать тем самым прямолинейность пропила
Вальцевать пилу достаточно по одной окружности радиусом 0,8 R ( где R - радиус пилы без зубьев) в течение 3-4 оборотов пилы под воздействием роликов.. Средние величины прижима роликов для новых непроко-ванных пил при вальцевании по одной окружности с радиусом 6,8 R должны устанавливаться в соответствии с данными таблицы 25.
Таблица 25. Сила прижима роликов при вальцевании круглых плоских пил
| Размеры пил* мм | Средняя сила прижима ршшков | ||
| лпаметр | толщина | кге | по показанию манометра станка модели ПВ-5*, Ki с/см1 |
| 1,8; 2,0; 2,2 | 1550; 1700; 1840 | 55; 60; 65 | |
| 2,0; 2,2; 2,5 | 1550; 1700; 1980 | 55; 60; 70 | |
| 2,2; 2,5; 2,8 | 1550; 1840; 2120 | 55; 65; 75 | |
| 2,5; 2,8; 3,0 | 1700; 1980; 2260 | 60; 70; 80 | |
| 2,8; 3,0; 3,2 | 1840;2120;2400 | 65; 75; 85 |
В зависимости от исходного напряженного состояния пилы ста прижима роликов может колебаться.
Правильно провальцованная пила при расположении в горизонтальной плоскости на трех равномерно расположенных опорах, находящихся внутри окружности впадин зубьев на расстоянии 3-5 мм от нее, при свободном провисании средней части должна приобретать равномерную вогнутость (таре л ь-чатость). Величины выгнутости провальцованных пил, работающих со скоростями резания 40 - 60 м/с, измеренные с обеих сторон на расстоянии 10 - 15 мм от края центрального отверстия пилы, должны соответствовать величинам, указанным в таблице 26.
Если необходимое ослабление средней части пилы не достигнуто, пилу переворачивают и повторно вальцуют с прежней величиной силы прижима роликов. Переворачивание пилы способствует некоторому уменьшению изгиба полотна роликами. В случае, если средняя часть пилы не получила необходимого ослабления, процесс вальцевания продолжают по той же окружности при увеличенной силе прижима роликов.
Излишнее ослабление средней части пилы при ее перевальцевании исправляют вальцеванием по окружности, отстоящей на 3 - 5 мм от окружности впадин зубьев. В этом случае сила прижима ррликов принимается от 10 до 30 кг в зависимости
от начального напряженного состояния инструмента.
Дата добавления: 2016-06-18; просмотров: 5447;
Поиск по сайту
Узнать еще
- CОЕДИHЕHИЕ ШПИЛЬКОЙ
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- V. Подготовка личного состава службы
- VI. Подготовка кадров службы торговли и питания ГО района
- VII. Сигналы, применяемые при маневровой работе
- А – по капилляру круглого сечения; б – между параллельными пластинками
- Аборт при кампилобактериозе

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
