Наладка станков с роликодисковой подачей для раскроя пиломатериалов
Станки с роликодисковой подачей используют для предварительного продольного раскроя пиломатериалов. Величина развода на одну сторону зубьев пил должна быть при распиловке древесины хвойных пород с абсолютной влажностью до 30% в любое время года 0,50-0,60 мм; свыше 30% летом- 0,60- 0,70 мм, свыше 30 % зимой - 0,50 - 0,60 мм, твердых лиственных пород - 0,40 - 0,50 мм.
Диаметр посадочного отверстия пилы равен 50 мм. Пила должна иметь внешний начальный диаметр диска400 мм, число зубьев 48 и толщину 2,5 мм. Рекомендуется применять пилы с возможно меньшим диаметром, так как это улучшает качество распиловки.Наименьший диаметр Д (мм) принимают таким, чтобы зубья пилы выступали под заготовкой примерно на 10 мм, и определяют по формуле:
Д = (t + g + 10),
где t - высота пропила (мм), g - наименьшее расстояние от оси шпинделя до поверхности стола (мм).
Перед установкой на станок пилу необходимо тщательно проверить и убедиться в правильности ее подготовки. Следует также проверить состояние прижимных шайб и посадочной щеки шпинделя. Опорные поверхности шайб должны быть очищены от грязи и перпендикулярны оси вращения шпинделя. Торцевое биение поверхности шайбы допускается не более 0,02 мм на диаметре 100 мм.
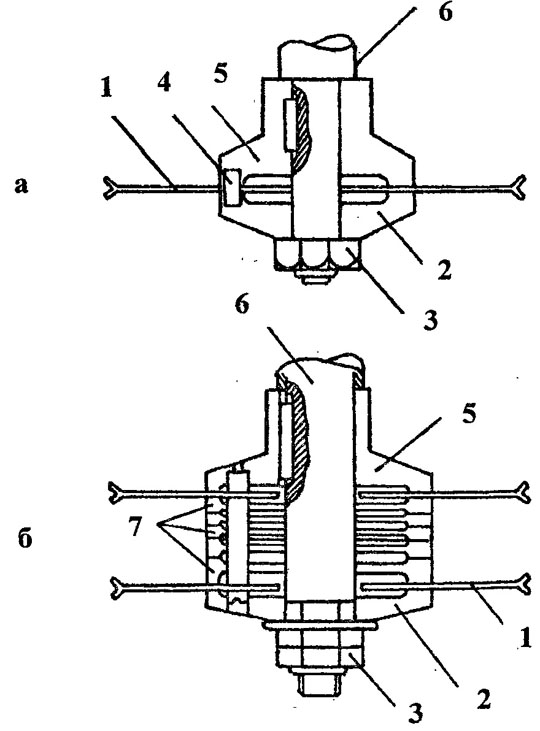
Рис. 111. Крепление в круглопильном станке: a-одной пилы; б-двух пил; 1-пила; 2-прижимная шайба; 3-гайка; 4-штифт; 5-опорная шайба; 6-шпиндель; 7-проставочные шайбы
Пилу надевают на шпиндель так, чтобы зубья при вращении были направлены против подачи распиливаемого материала. При установке пилы непосредственно на шпиндель (рис. 111а) разность диаметров посадочной шейки шпинделя и отверстия пилы (зазор) должна быть не более 0,1 мм. При значительных зазорах ось вращения пилы 1 не будет совпадать с осью шпинделя 6, что вызовет радиальное биение зубьев и неудовлетворительное качество распиловки. После установки прижимной шайбы 2 пилу надежно закрепляют зажимной гайкой 3. Гайка должна иметь резьбу, обратную вращению пилы. Для предотвращения проворачивания пилы в процессе пиления служит штифт 4.Процесс пиления на станке возможен двумя дисковыми пилами. Для их закрепления на шпинделе (рис. 1116) между коренной и второй пилой ставят набор шайб 7. Комплект втулок и шайб разной толщины прилагается к станку. Шайбы следует набирать так, чтобы общая толщина набора была больше ширины выпиливаемой детали на величину удвоенного развода зубьев на одну сторону, а втулки устанавливают между расклинивающими ножами. Пилы перед установкой необходимо подобрать одинакового диаметра, толщины и развода зубьев.В деревянном вкладыше, устанавливаемом в столе станка в зоне пил, делают прорезь для выхода второй пилы. Для снижения вибрации и предотвращения бокового отклонения диска пилы применяют направляющие стержни. Их устанавливают в приливах вкладыша стола в зоне вращения пилы (рис.112).
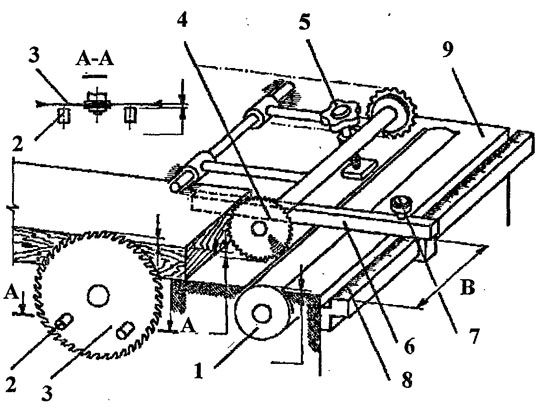
Рис. 112. Настройка круглопильного станка с роликодисковой подачей:
1-нижний валец; 2-стержни; 3-пила; 4-верхний ролик; 5-маховичок настройки ролика по высоте; 6-направляющая линейка; 7-маховичок зажима линейки; 8-мерительная линейка; 9-стол
Зазор между диском пилы и стержнями делают не более 0,1-0,15 мм. Стержни не должны касаться пилы, зажимать ее или отгибать в сторону. После установки на стол рабочая поверхность вкладыша должна быть в одной плоскости с рабочей поверхностью стола.Положение нижних падающих вальцов регулируют в зависимости от влажности и породы распиливаемой древесины. При распиловке древесины мягких хвойных пород величина выступа нижних вальцев 1 над столом 9 равна 2-3 мм, твердых лиственных пород -1-2 мм. Регулировку осуществляют перестановкой подшипниковых опор вальцев в станине станка. Точность положения вальцов проверяют контрольным бруском и щупом.
Верхние ролики с диском настраивают так, чтобы высота их стола была на 5-8 мм меньше толщины распиливаемой заготовки. Ролики 4 регулируют через рычажный механизм или перемещением винтовой опоры от маховичка 5. Ролики прижимаются к материалу силой тяжести механизма их подвески. При установке направляющей линейки 6 ее перемещают на расстояние, равное ширине отпиливаемой детали, пользуясь шкалой мерительной линейки 8. Она имеется на столе станка. Направляющую линейку фиксируют в заданном положении маховичком 7 эксцентрикового зажимного устройства.После настройки станок испытывают на холостом ходу. При нормальной работе всех механизмов распиливают пробные заготовки. Скорость подачи выбирают в зависимости от породы, толщины и влажности древесины. Распиливая доски лиственных пород толщиной 80 мм, пользуются наименьшей скоростью подачи, мягкой древесины толщиной 20-30 мм - наибольшей. Скорость подачи по условию предельно допускаемой загрузки двигателя в зависимости от высоты пропила приведена в таблице 29.
Таблица 29. Определение скорости подачи древесины
| Высота пропила (мм) | ! 40 I | ||||
| Скорость подачи (м/мип) |
При распиловке сухих досок из древесины мягких хвойных пород острой, хорошо подготовленной пилой скорость подачи можно увеличить. По мере затупления пилы или при распиловке твердой сырой древесины скорость подачи следует уменьшить.
Дата добавления: 2016-06-18; просмотров: 2746;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
