Развитие технологии изготовления опор и фундаментов для них
Деревянные опоры. Первые 15 лет после Октябрьской революции деревянные опоры для линий электропередачи напряжением 35—ПО кв сооружались из непропитанной обычной древесины.
В целях повышения долговечности службы деревянных опор в конце первой пятилетки стали применять детали деревянных опор, пропитанные антисептиком (креозотовое масло или смесь креозотового масла с мазутом) в заводских условиях.
Заготовка обезличенных деталей деревянных опор (стойки, траверсы, пасынки-стулья и др.) осуществлялась при помощи шаблонов в соответствии с рабочими чертежами опор на специальных мачтосборочных площадках-стендах вблизи мачтопропиточных и шпалопропиточных заводов.
Пропитка креозотовым маслом заготовленных деталей деревянных опор осуществляется в специальных пропиточных цилиндрах диаметром до 2 л и длиной до 20 м по способу «ограниченного поглощения», при котором сначала создается вакуум, а затем антисептик нагнетается в поры древесины под давлением 6-8 ата. В результате поры древесины как бы смазываются антисептиком, что увеличивает срок службы сосновых бревен до 15— 20 лет.
Пропитанные детали деревянных опор с мачтопропиточных заводов готовыми комплексами отгружаются на строительство линий электропередачи в соответствии с рабочими спецификациями опор по проекту линии электропередачи.
Общий объем пропитанных заводским способом деталей деревянных опор за годы трех довоенных пятилеток определяется цифрой 100 000 м3 при общей протяженности линий электропередачи 35 и 110 кв, построенных на пропитанных опорах, около 10 000 км.
За 12 послевоенных лет построено еще 9 000 км линий электропередачи на деревянных опорах из деталей, пропитанных заводским способом, с общим объемом пропитанной древесины около 80 000 м3.
В настоящее время и в ближайшие годы шестого пятилетия потребность в пропитанной древесине будет снижаться в связи с применением железобетонных пасынков-стульев для деревянных опор и широким внедрением железобетонных опор.
Металлические опоры. Весь 32-летний период применения в Советском Союзе металлических опор на линиях электропередачи 410 кв и выше с точки зрения технологии их изготовления делится на два периода.
Первый (с 1925 по 1934 г.), когда применялись исключительно клепаные конструкции металлических опор на строительстве линий электропередачи.
Второй (с 1934 г. по настоящее время) — период внедрения и широкого распространения сварных конструкций металлических опор.
В течение первого периода, когда еще отсутствовали собственные заводы металлоконструкций у сетевых монтажных организаций, конструкции опор в виде отдельных элементов (уголки и косынки) нарезались и рассверливались на заводах различных ведомств. Пакеты таких заготовок для опор отгружались в районы строительств линий электропередачи.
На участках близлежащих железнодорожных станций или в районе самой трассы линии электропередачи организовались полевые базы, на которых из поступающих заготовок собирались и клепались крупногабаритные секции металлических опор. Веса и размеры таких секций были в пределах возможных перевозок их на лошадях.
Начиная с 1934 г., при сетевых монтажных организациях начали появляться собственные цехи — сварочные базы, на которых производилась сборка секций металлических опор, которые отгружались на трассу линий электропередачи. До войны эти базы были полигонного типа без кранового оборудования (рис. 1).
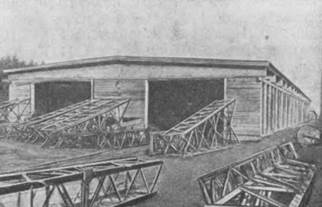
Рис. 1. Сварочная база 1934 г.
В течение четвертой и пятой пятилеток сеть таких сварочных баз-полигонов расширилась.
Большинство этих баз превратилось в хорошо оснащенные станками и кранами заводы металлоконструкций (рис. 2).

Рис. 2. Завод металлоконструкций 1957 г.
В 1957 г. на таких сетевых заводах металлоконструкций уже было изготовлено около 50 000 г сварных металлоконструкций опор, что соответствует примерно 3 000 км линий электропередачи на напряжение ПО кв.
Остальная часть металлоконструкций изготовляется также в виде сварных крупногабаритных секций на заводах при строительствах гидростанций или на заводах других ведомств.
Общий тоннаж металлоконструкций опор для линий электропередачи в настоящее время достигает уже 100 тыс. т в год.
К концу шестой пятилетки годовая потребность в металлоконструкциях опор для линий электропередачи достигнет 200 000 т в год.
Железобетонные опоры. На строительстве линий электропередачи системы Министерства электростанций первые железобетонные опоры появились в конце 1956 г.
Первый опыт применения железобетонных опор портального типа в изготовлении Горьковского завода Горэнерго из коротких 6-метровых секций, соединяемых телескопическими стыками или на фланцах, оказался неудачным.
Некачественное выполнение стыков приводило к затруднениям при монтаже опор на трассе, и от этой конструкции железобетонных опор пришлось отказаться.
Начиная с 1957 г., на всех заводах по изготовлению центрифугированных железобетонных опор изготовляются только одностоечные опоры из труб с нижним диаметром 560 мм и длиной 22 м.
На первом этапе внедрения железобетонных опор изготовляются центрифугированные опоры без предварительно напряженной арматуры. В настоящее время разработана конструкция машины для изготовления центрифугированных опор диаметром 750 мм с предварительно напряженной арматурой.
Для комплектования центрифугированных стоек железобетонных опор изготовляются траверсы (железобетонные из вибрированного бетона или металлические оцинкованные).
В настоящее время находятся в работе пять машин типа МЦО-1 по изготовлению центрифугированных опор.
Годовая производительность одной машины 3 000 м3, или 2 000 опор (рис. 3). К концу 1957 г. вступят в строй еще три машины.
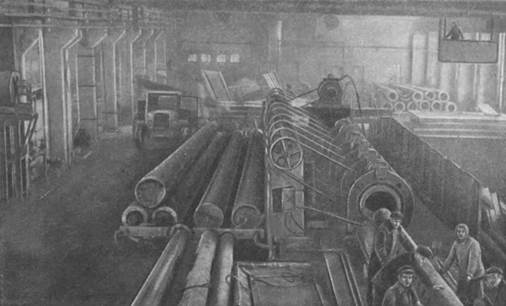
Рис. 3. Центрифугировочная машина для изготовления железобетонных опор
Сборные фундаменты под металлические опоры. В течение первых 25 лет (с 1925 по 1950 г.) в качестве сборных фундаментов под металлические опоры на линиях электропередачи 110 и 220 кв применялись металлические подножники (вначале клепаные, впоследствии сварные, рис. 4).
Рис. 4. Металлические подножники выпуска 1934 г. для промежуточных опор портального типа на линиях 220 кв.
Изготовление этих металлических подножников производилось на тех же базах-полигонах, а впоследствии — на заводах, где изготовлялись конструкции самих металлических опор.
Перед отправкой на трассу металлические подножники дважды покрывались кузбасским лаком или битумом № 5 в целях предохранения от коррозии.
Начиная с 1949—1950 гг., на строительстве линий электропередачи стали внедряться сборные железобетонные фундаменты под опоры ПО и 220 кв различных конструкций (неразъемные и разъемные).
С 1955 г. получили широкое распространение в качестве фундаментов под металлические опоры железобетонные сваи (рис. 5).

Рис. 5. Железобетонная свая для металлических промежуточных опор 220 кв.
Объем бетона сборных железобетонных фундаментов (и свай) под металлические опоры на линиях электропередачи из года в год возрастает: с 4 000 мг в 1950 г. он вырос до 75 000 м3 в 1957 г.
70% этого количества изготовляется на заводах и полигонах сетевых монтажных трестов, а 30% —на заводах железобетонных изделий при строительствах гидростанций.
К концу шестой пятилетки объем сборного железобетона, применяемого для фундаментов под опоры на линиях электропередачи 35— 500 кв, составит уже 150 000 м3.
Дата добавления: 2024-02-02; просмотров: 2146;
Поиск по сайту
Узнать еще
- Аномальное развитие плода. Заболевания плода. Амниотические оболочки и плацента
- Аппарат для точечной контактной и стыковой сварки
- Аппаратура для звукозаписи. Схема
- Аппаратура для майнинга. Подробней о SHA-256. CPU и GPU -майнинг
- Атрофия и ее причины. Развитие скелетной мускулатуры в онтогенезе
- Банки для собирания и замаривания насекомых
- Банки и стекла для собирания коллекций
- Влажность воздуха и ее значение для человека

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
