Методы автоматизации. Классификация изделий кузнечно-штамповочного производства
Выбор метода автоматизации для конкретных производственных условий во многом зависит от характера производства. Выше отмечалось, что на ЗИЛе для штамповки деталей двери, бензобака оказалось целесообразным применение автоматических линий. Так как типизация таких деталей, как панель пола и крыша, капот, облицовка радиатора, значительно отличающихся формой и технологическим процессом, оказалась невозможной, то создание для их производства, автоматических линий нерентабельно даже в условиях крупносерийного производства.
Действительно, как можно объединить технологические процессы, если панель пола штампуется на трех прессах, облицовка радиатора — на шести, а панель крыши — на двух. Для таких деталей, очевидно, целесообразнее проектирование ряда поточных механизированных легко переналаживаемых линий с применением универсальных механизмов.
Приведем другой пример, характеризующий выбор метода автоматизации для горячей штамповки шатуна автомобиля. На Горьковском автомобильном заводе (ГАЗ) для изготовления шатуна построена автоматизированная линия, состоящая из пресса для резки, нагревательных устройств, многоклетьевых вальцев, трех горячештамповочных прессов и другого вспомогательного и основного оборудования.
Ручной труд на горячештамповочном прессе используется лишь для перекладывания заготовок из ручья в ручей. Все остальные операции автоматизированы. На Московском заводе малолитражных автомобилей (МЗМА) шатун изготовляется на механизированной переналаживаемой поточной линии. Очевидно, при решении вопроса о том, какой должна быть линия по изготовлению шатунов на двух указанных заводах, решающее значение играла программа выпуска.
Определение характера кузнечно-штамповочного производства и связанный с этим выбор метода автоматизации необходимо проводить исходя из следующих основных показателей:
1) программы выпуска и размера партии;
2) номенклатуры деталей, закрепленных за линией (машиной);
3) индивидуальных особенностей деталей и технологических процессов (табл. 1).
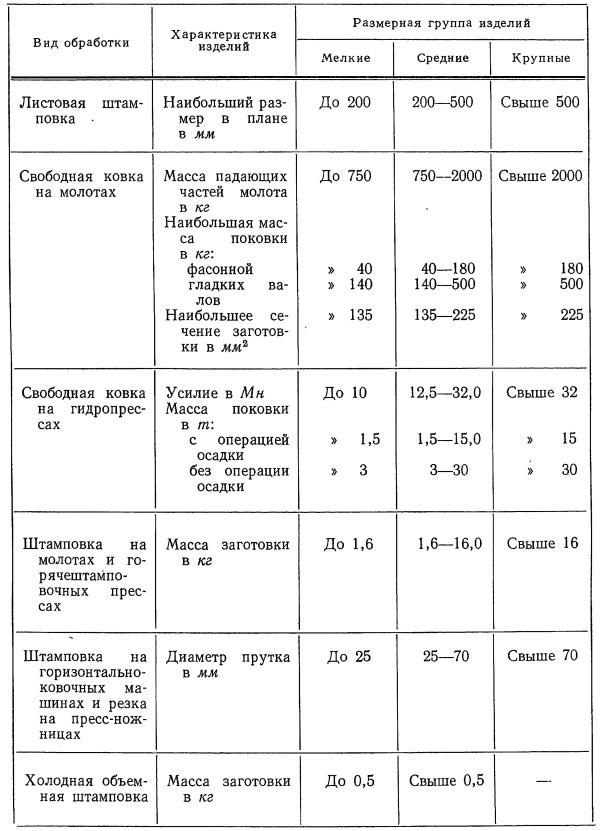
Таблица 1. Классификация изделий кузнечно-штамповочного производства
Автоматизация технологических процессов ковки и штамповки развивается или за счет оснащения средствами автоматизации универсального кузнечно-прессового оборудования или за счет применения специализированных машин. Следует отметить, что в настоящее время применение специализированных машин оправдано лишь в условиях крупносерийного и массового производства.
В условиях серийного производства применение специализированных, т. е. высокопроизводительных машин, станет возможным с развитием и совершенствованием системы специализации и кооперации производства. В этом задача настоящего и будущего. Сейчас основным направлением автоматизации процессов ковки и штамповки является автоматизация на базе универсальных машин, к которым в этой связи приходится предъявлять дополнительные требования, вызванные спецификой их работы в условиях автоматизации (см. §4).
В отношении специализированных машин дополнительные требования, предъявляемые автоматизацией, обычно выполняются в процессе проектирования последних. Характер этих требований обусловливается особенностями технологически процесса и метода автоматизации.
В кузнечно-штамповочном производстве для автоматизации и комплексной механизации нашло применение следующее:
1) Специальные штамповочные автоматы (гайковысадочные, шариковысадочные, роторные и другие), которые используются для массового производства небольших однотипных нормализованных изделий, изготовляемых холодной объемной штамповкой.
2) Специализированные автоматические линии для массового производства мелких и средних деталей, изготовляемых методами холодной листовой и горячей объемной штамповки.
3) Автоматизированные переналаживаемые линии на базе универсального оборудования со средствами автоматизации, используемые при обработке крупных партий средних и больших деталей в серийном и крупносерийном производстве.
4) Универсальные многопозиционные прессы-автоматы или универсальные прессы, превращенные в прессы-автоматы в результате оснащения их средствами автоматизации при крупносерийном производстве для мелких и средних деталей.
5) Штампы-автоматы и полуавтоматы, установленные на универсальное оборудование и применяемые для мелких деталей, изготовляемых листовой штамповкой в крупносерийном и серийном производстве.
6) Универсальные кузнечно-прессовые машины со средствами механизации, применяемые в серийном и мелкосерийном производстве крупных и реже средних деталей при небольших партиях запуска.
7) Программирование процессов ковки на молотах и гидропрессах, применяемое для крупных деталей в серийном производстве.
8) Специальные устройства для механизации складских, наладочных, транспортных и других вспомогательных работу кузнечно-штамповочного производства.
Автоматизируя процессы ковки и штамповки, следует помнить, что внедрение автоматов и специализированных автоматических линий не должно являться самоцелью, а должно быть экономически оправдано. При этом автоматы и автоматические линии необходимо использовать на полную расчетную мощность, иначе действительные сроки окупаемости удлиняются.
Направление на повышение эффективности автоматизации и механизации на данном этапе развития кузнечно-штамповочного производства приводит к необходимости использовать все имеющиеся резервы. Автоматизацию основных производственных процессов необходимо проводить комплексно с автоматизацией вспомогательных складских, транспортных и наладочных работ.
В комплексно-автоматических линиях должны быть автоматизированы все производственные процессы, начиная с поставки исходных материалов и кончая транспортировкой готовых изделий на склад. Большое внимание следует уделять автоматизации и механизации операций наладки и установки штампов.
Дата добавления: 2023-10-05; просмотров: 1261;
Поиск по сайту
Узнать еще
- Инструментальные наблюдения. Методы и описания
- Классификация неоплазм и онкологическая терминология
- Классификация психических травм. Формирование эмоциональных установок
- Классификация рефлекторных реакций. Порядок изучения прирожденной и индивидуально приобретенной деятельности
- Классификация соединений костей скелета
- Контроль и сопровождение проекта. Методы текущего планирования
- Методы в понимании представителей классического направления в археологии

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
