Тема 5.1. Автоматические линии последовательного действия
Автоматы и линии последовательного действия дифференцируют обработку, разбивая на группы операций, стремясь к одинаковой их продолжительности и располагая в различных позициях согласно принятой технологической последовательности. Обработку ведут во всех позициях одновременно; изделие последовательно проходит через все позиции и обрабатывается в них различными группами инструментов согласно технологическому процессу так, что в обработке одновременно находится число изделий, равное числу позиций.
Полную обработку изделия длительностью tpо можно выполнить в однопозиционном автомате (рис. 5.1, а). Требования к повышению производительности привели к созданию автоматов последовательного действия с дифференциацией и концентрацией технологического процесса (рис. 5.1, б). При небольшом числе позиций (4-8) более рациональной является компоновка автоматов с расположением позиций по окружности (рис. 5.1, в). Дальнейший рост требований к повышению производительности влечет за собой увеличение степени дифференциации и концентрации операций и числа рабочих позиций (рис. 5.1, г). Однако при большом числе позиций нерациональной оказывается уже круговая компоновка из-за наличия большого “мертвого” пространства внутри автомата. Отсюда возврат к линейной компоновке (рис. 5.1, д).
Постепенное возрастание количества последовательных позиций (рис. 5.1, в, г, д) приводит к снижению надежности в работе, так как любой отказ инструмента или механизма вызывает останов всей системы из-за наличия жесткой связи между позициями. Поэтому для уменьшения общих потерь систему делят на отдельные участки, между которыми располагают магазины-накопители (рис. 5.1, е), компенсирующие простои соседних участков. В случае отказа первого участка, второй участок получает заготовки из накопителя на границе между первым и вторым участком.
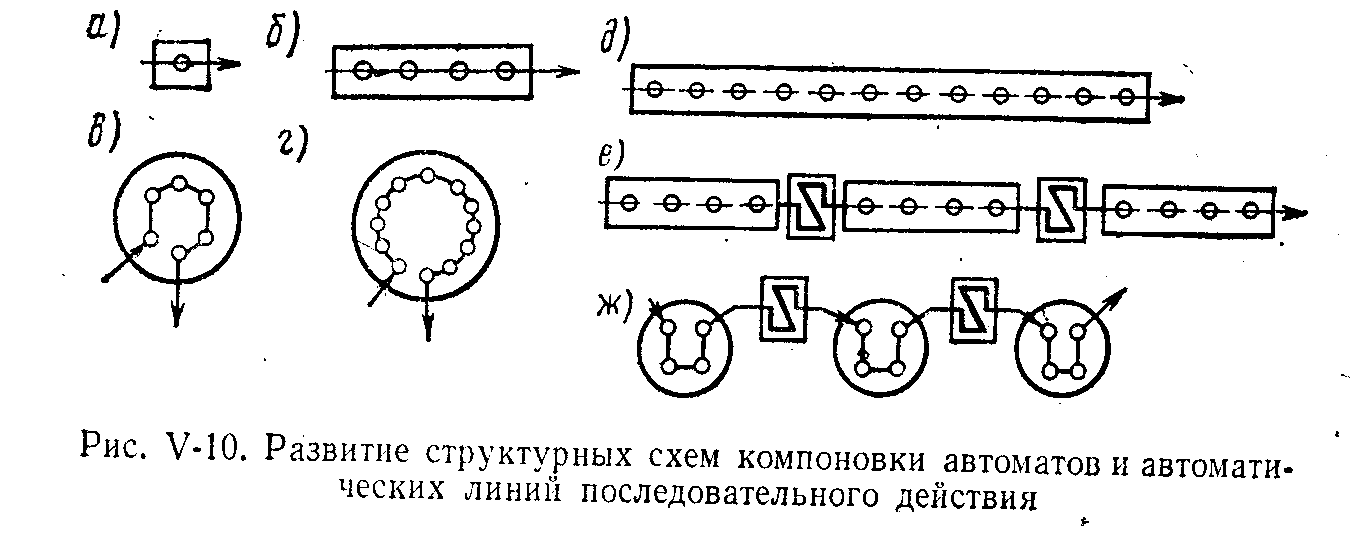
Рис. 5.1. Развитие структурных схем компоновки автоматических линий последовательного действия
При малом числе позиций в участке становится целесообразным возврат к круговой компоновке позиций (рис. 5.1, ж).
Приведенный анализ показывает, что принципиального отличия между автоматами и автоматическими линиями не существует. Системы (рис. 5.1, б, в, г, д) с равным основанием могут быть отнесены и к многопозиционным автоматам, и к автоматическим линиям. И те, и другие имеют единые законы построения, единые закономерности производительности.
Производительность однопозиционной машины, полностью выполняющей заданный технологический процесс,
 ,
,
где tpо – суммарное время технологического воздействия согласно принятому технологическому процессу; tx – суммарное время несовмещенных холостых ходов (загрузка и съем изделий, зажим и разжим, подвод и отвод инструментов и т. д.); ΣС – потери по инструменту одного комплекта инструмента; tе – потери по оборудованию одного комплекта механизмов и устройств.
При этом ΣС + te = Σtп – собственные внецикловые потери однопозиционного автомата.
Так как отказ любой позиции приводит к останову всей машины, ее собственные внецикловые потери
 .
.
Графики зависимости всех составляющих затрат времени от числа рабочих позиций q показаны на рис. 5.2.
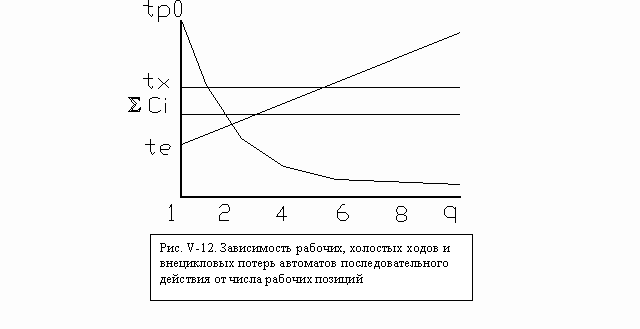
Рис. 5.2. Зависимость рабочих, холостых ходов и внецикловых потерь автоматов
последовательного действия от числа рабочих позиций
Подставляя значения длительности рабочего цикла и собственных внецикловых потерь в общую формулу производительности, получаем функциональную зависимость производительности машин последовательного действия от числа рабочих позиций:
 .
.
На рис. 5.3 показаны графики зависимости производительности автоматов последовательного действия от числа позиций. При увеличении числа позиций производительность сначала растет, а затем падает вследствие возрастания внецикловых потерь. Следовательно, значительное увеличение числа позиций может привести к обратному результату.
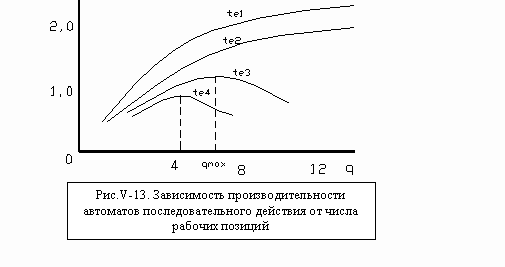
Рис. 5.3. Графики зависимости производительности автоматов последовательного действия от числа позиций
Очевидно, для каждого сочетания конкретных условий работы можно определить наивыгоднейшую степень дифференциации технологического процесса, т. е. число позиций автомата qmах, при котором обеспечивается максимальная производительность Qmax.
Графики позволяют наглядно объяснить тенденции в проектировании многопозиционных машин, сложившиеся в различных отраслях машиностроения. В металлообработке, особенно при обработке металлов резанием, интенсивность отказов очень велика, поэтому число позиций в многошпиндельных токарных автоматах целесообразно выбирать небольшим. При этом пределы их колебаний, вызванные различной величиной потерь, также невелики. Это хорошо подтверждается, например, многолетним опытом конструирования многошпиндельных токарных автоматов, которые создаются с числом позиций q = 4, 6, 8.
Указанные закономерности изменения производительности и выбора числа рабочих позиций в равной степени справедливы и для автоматических линий последовательного действия с жесткой межагрегатной связью (см. рис. 5.1, б, в, г, д). В автоматических линиях, разделенных на участки, зависимость длительности рабочего цикла от числа позиций сохраняется полностью, как и для многопозиционных автоматов. Внецикловые потери одного участка, при делении линии по методу равных потерь и полной компенсации накопителями простоев остальных участков, составляют
 ,
,
где nуч – число участков, на которое разделена линия.
Если компенсация простоев происходит неполностью, что всегда имеет место из-за ограниченной емкости накопителей, простои i-го участка возрастут в w раз:
 ,
,
где w – коэффициент возрастания внецикловых потерь из-за простоев соседних участков.
Подставляя значение tуч в общую формулу производительности, получаем
 .
.
Показанные на рис. 5.4 графики зависимости производительности автоматических линий от числа рабочих позиций при различном числе участков показывают, что деление линии на участки позволяет повысить наивыгоднейшую степень дифференциации и концентрации операций технологического процесса.
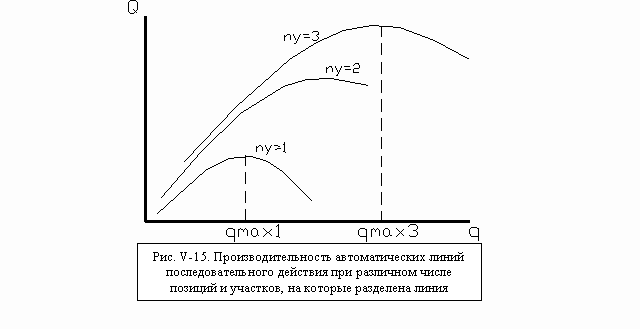
Рис. 5.4. Производительность автоматических линий последовательного действия
при различном числе позиций и участков
Вопросы для самопроверки по теме 5.1
1. По какому принципу строятся технологические процессы для последовательных автоматических линий?
2. Для чего производится разделение автоматических линий на участки?
3. Как изменяются внецикловые потери при увеличении количества позиций?
Дата добавления: 2021-09-25; просмотров: 820;
Поиск по сайту
Узнать еще
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- B). Система относительных координат.
- DSM — система классификации Американской психиатрической ассоциации
- I. Математические понятия
- II. НАЛОГОВАЯ СИСТЕМА В СОВРЕМЕННОЙ РОССИИ
- II. Научность, систематичность и последовательность обучения.
- II. Формализация процесса формирования математических моделей
- III. Механизм действия ионизирующих излучений на биологические структуры

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
