Тема 5.2. Автоматические линии параллельного действия
Многие процессы, например обработка давлением (штамповка, вытяжка, пробивка, обрезка, чеканка и т. д.), сборка, контроль и др., обладают малой длительностью составных операций дифференцированного технологического процесса (порядка одной секунды и менее). Это практически исключает возможность дальнейшего дифференцирования технологического процесса путем дробления составных операций.
Концентрация разноименных операций в многопозиционных автоматах, как правило, нерациональна, так как время обработки меньше времени холостого хода (поворота шпиндельного блока). Для таких операций более целесообразно создание многопозиционных автоматов параллельного действия с концентрацией одноименных операций.
В основе создания автоматов параллельного действия использованы однопозиционные машины, выполняющие отдельные операции дифференцированного технологического процесса.
Однако любая однопозиционная машина (рис. 5.5, а) имеет ограниченную производительность; при, более высоких требованиях приходится применять несколько параллельно работающих машин, выполняющих одни и те же операции (рис. 5.5, б). При объединении таких автоматов в одну конструкцию появляется простейший автомат параллельного действия (рис. 5.5, в), который представляет собой, по существу, группу однопозиционных автоматов, скомпонованных на одной станине. Это позволяет не только сократить занимаемую площадь, но и упростить конструкцию по сравнению с отдельными автоматами.
| а) |
| б) |
| в) |
| г) |
| д) |
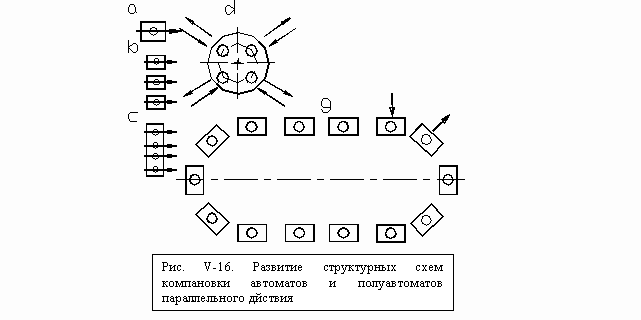
Рис. 5.5. Развитие структурных схем компоновки автоматов параллельного действия
Более удобным с точки зрения обслуживания является автомат с расположением рабочих шпинделей по окружности (рис. 5.5, г), как более компактный. Однако при ручной загрузке полуавтомат нельзя пустить, пока все заготовки не будут сменены. С этой точки зрения более приемлемой является схема на рис. 5.5, д. Здесь автомат или полуавтомат имеет центральный распределительный вал с равномерным вращением, а блок шпинделей остается неподвижным.
Автоматы, в которых обработка деталей в этом случае производится на ходу при непрерывном вращении стола, получили название роторных и нашли широкое применение в самых различных отраслях производства.
Роторный принцип работы дает возможность производить загрузку и съем обрабатываемых деталей всегда в одной зоне, что позволяет легко встраивать автоматы в линию, а при ручной загрузке обеспечивать максимальные простоту и удобство. По окружности рабочего ротора (рис. 5.6, а), который имеет непрерывное транспортное движение, расположены рабочие шпиндели, которые включают инструментальные блоки для выполнения заданных операций (на рис. 5.6, б – пуансон и матрица для штамповки изделий типа колпачков). Под действием системы неподвижных торцовых копиров, расположенных сверху и снизу, некоторые элементы инструментальных блоков (пуансоны, выталкиватели и т. д.) получают в процессе вращения ротора осевые перемещения, которые являются технологическими движениями (рис. 5.6, б).
При большом количестве позиций расположение их по окружности становится невыгодным из-за большого холостого пространства в центре. В этих случаях применяется конвейерная схема компоновки.
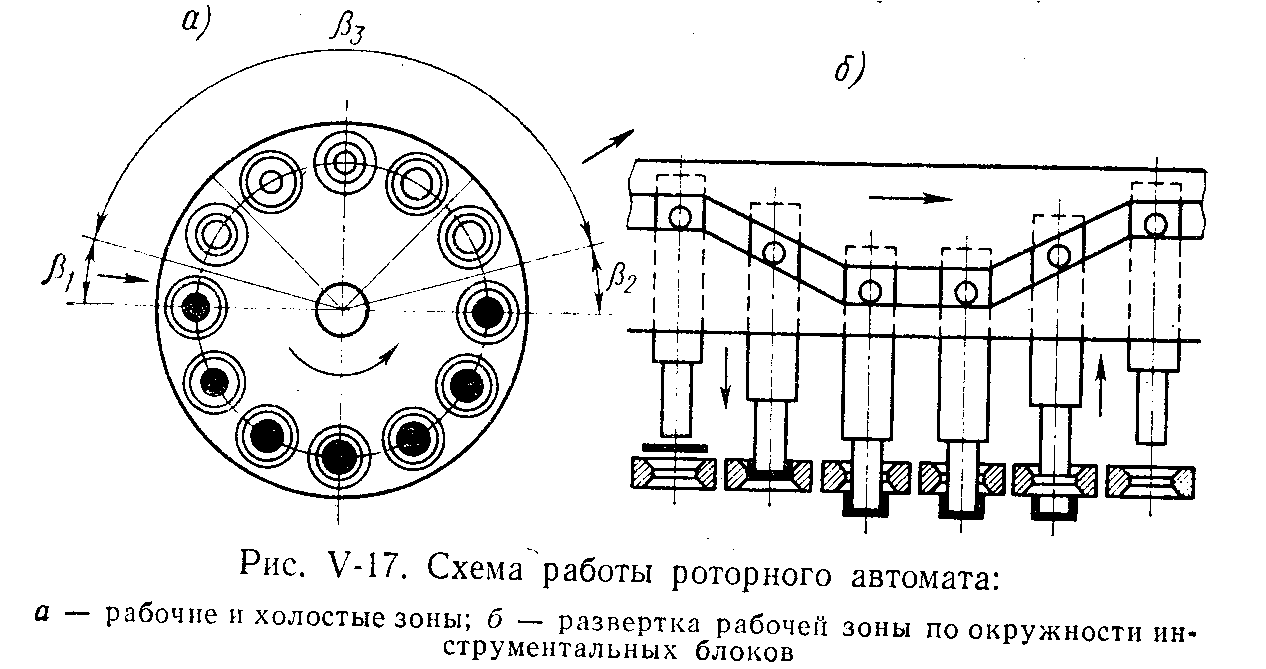
Рис. 5.6. Схема роботы роторного автомата:
а – рабочие и холостые ходы, б – развертка рабочей зоны
При анализе производительности автоматов параллельного действия необходимо учитывать влияние тех же факторов, что и для автоматов последовательного действия.
Очевидно, в автомате параллельного действия за один рабочий цикл выдается не одна, а р готовых изделий:
 .
.
Время обработки детали в автоматах параллельного действия по сравнению с однопозиционной машиной (см. рис. 5.5, а) не изменяется, следовательно, К = Ко, tp = const.
Суммарные внецикловые потери по сравнению с однопозиционной машиной возрастают в р раз, так как р рабочих позиций имеют р комплектов инструментов для полной обработки детали. Число механизмов по сравнению с однопозиционной машиной также увеличивается в р раз.
Следовательно, производительность автоматов параллельного действия можно выразить формулой
 .
.
По этой же формуле определяют и производительность конвейерных автоматов (см. рис. 5.5, д).
В случае, если имеется группа из р однопозиционных автоматов, работающих параллельно (см. рис. 5.5, б), производительность, естественно, увеличивается в р раз, так как внецикловые потери сохраняются на прежнем уровне. Производительность группы независимо работающих автоматов определяется по формуле
 .
.
Как показывают графики (рис. 5.7, а, б), в противоположность машинам последовательного действия автоматы параллельного действия не имеют точки максимума производительности. Увеличение числа параллельных позиций не может привести к падению производительности. Графики показывают, что постепенно рост производительности замедляется, асимптотически приближаясь к некоторому пределу, величину которого можно определить при условии
р → ∞:
 .
.
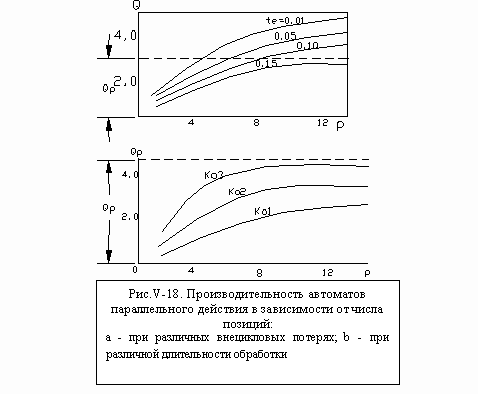
Рис. 5.7. Производительность автомата параллельного действия: а) – при различных внецикловых потерях; б) – при различной длительности обработки
Вопросы для самопроверки по теме 5.2:
1. Для автоматизации каких технологических процессов применяются автоматические линии параллельного действия?
2. Какой принцип организации параллельных автоматических линий обеспечивает наибольшую производительность?
3. Может ли увеличение числа позиций в автоматических линиях параллельного действия привести к падению производительности?
Тема 5.3. Автоматические и линии последовательно-параллельного
действия
По схеме последовательно-параллельного действия создаются наиболее производительные автоматы и все многопоточные автоматические линии.
На рис. 5.8 показаны схемы различных вариантов автоматов и линий последовательно-параллельного действия.
На схеме (рис. 5.8, а) представлена система из р параллельных потоков с линейно расположенными последовательными позициями. По такой схеме строят автоматические линии с жесткой связью, когда после каждого шага транспортера две или несколько деталей последовательно перемещаются на очередные позиции для обработки.
По схеме (рис. 5.8, б) работают автоматы последовательно-параллельного действия с расположением рабочих позиций по окружности.
С увеличением числа позиций в автомате последовательно-параллельного действия количество возможных комбинаций возрастает.
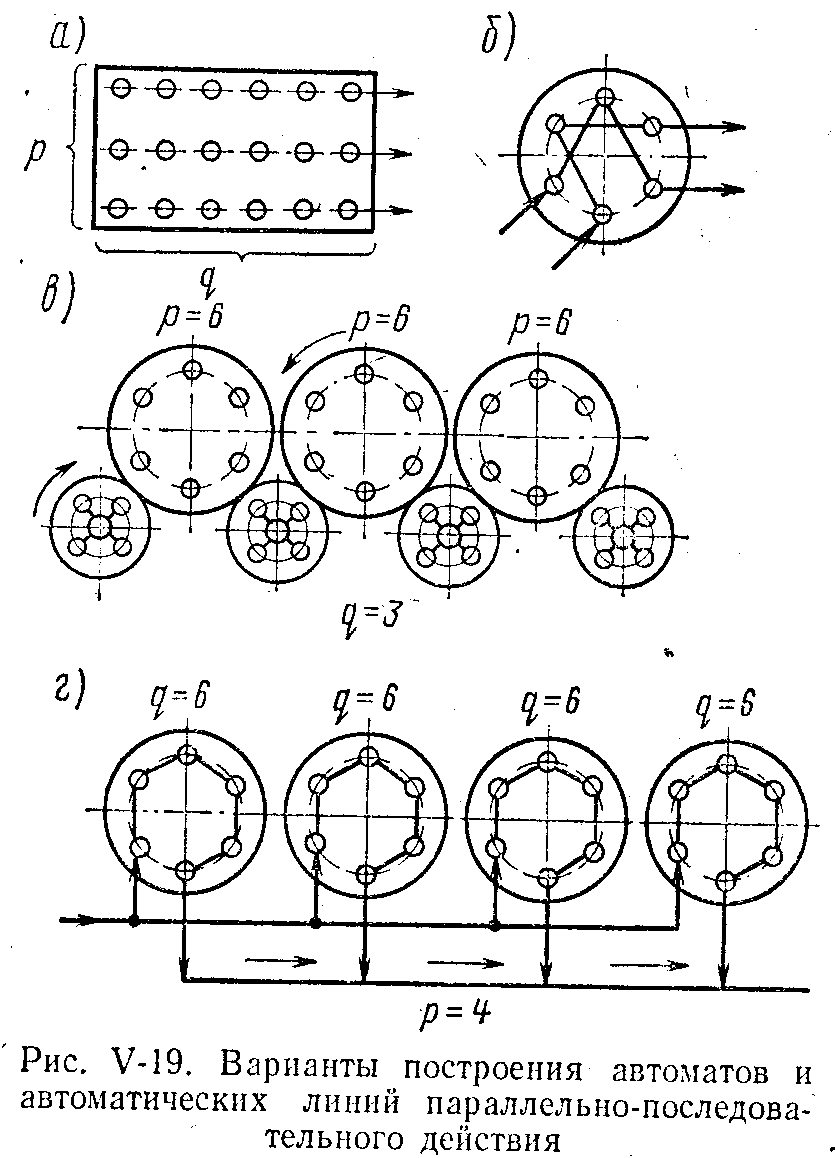
Рис. 5.8. Варианты построения автоматических линий последовательно-параллельного
действия
Автоматические линии последовательно-параллельного действия можно строить по двум основным вариантам:
1) линии из автоматов параллельного действия, соединенных последовательно; если эти автоматы роторного типа, автоматические линии также называются роторными;
2) линии из многошпиндельных автоматов последовательного действия, соединенных параллельно.
На рис. 5.8, в изображена схема автоматической линии из роторных автоматов, связанных между собой транспортными роторами. В каждом роторе параллельно (со смещением по фазе) обрабатываются пять деталей. На каждом из роторов выполняется одна операция; детали, перемещаясь последовательно с одного ротора в другой, постепенно проходят весь процесс обработки. На рис. 5.8, г представлена схема автоматической линии, состоящая из многошпиндельных автоматов последовательного действия, работающих параллельно.
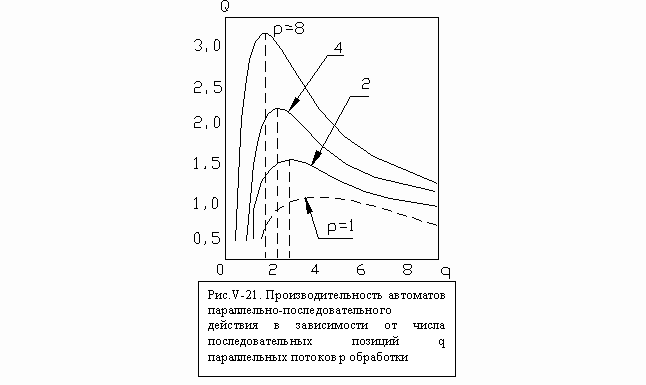
| Рис. 5.9. Производительность автоматов параллельно-последовательного действия в зависимости от числа последовательных позиций параллельных потоков обработки |
 .
.
Технологический процесс обработки общей длительностью tро дифференцирован на q рабочих позиций, следовательно, время рабочего хода tp = tpо/q. Длительность рабочего цикла
 .
.
Производительность автоматов последовательно-параллельного действия в зависимости от числа последовательных позиций параллельных потоков обработки показана на рис. 5.9.
Вопросы для самопроверки по теме 5.3
1. Как изменяется количество возможных комбинаций настройки в автомате последовательно-параллельного действия?
2. Как изменяется производительность автоматической линии последовательно-параллельного действия при увеличении количества последовательных позиций? Аргументируйте свой ответ.
РАЗДЕЛ 6. ИНТЕГРИРОВАННЫЕ СИСТЕМЫ АВТОМАТИЗАЦИИ
И УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ,
ПРОИЗВОДСТВАМИ И ПРЕДПРИЯТИЯМИ
Более подробная информация по данному разделу содержится в [1, 4, 8, 9].
В раздел 6 включены следующие темы:
6.1. Основы построения интегрированных систем управления.
6.2. Автоматизированные системы управления технологическими процессами.
6.3. Системы автоматизации управления предприятиями.
После изучения теоретического материала раздела 6 необходимо выполнить тренировочный тест №6 . Ответы на тренировочный тест №6 на с. 188. После выполнения тренировочного теста следует выполнить контрольный тест № 6. Задание на контрольный тест студент получает у преподавателя, либо на учебном сайте СЗТУ. По данному разделу предусмотрено выполнение лабораторной работы № 5(для студентов очной формы обучения).
Максимальное количество баллов, которое студент может получить за этот раздел, составляет 10 баллов (5 за тестирование, 5 за лабораторную работу).
Дата добавления: 2021-09-25; просмотров: 788;
Поиск по сайту
Узнать еще
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- B). Система относительных координат.
- DSM — система классификации Американской психиатрической ассоциации
- I. Математические понятия
- II. НАЛОГОВАЯ СИСТЕМА В СОВРЕМЕННОЙ РОССИИ
- II. Научность, систематичность и последовательность обучения.
- II. Формализация процесса формирования математических моделей
- III. Механизм действия ионизирующих излучений на биологические структуры

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
