Специфика программного управления станками; системы управляемых координат и преимущества ЧПУ
Весьма важным аспектом применения станка с ЧПУ в составе АСМ, как и любой другой разновидности станочных механообрабатывающих систем, является применяемая для него система числового программного управления. Им отводится решающая роль в работе рассматриваемых станков; они достаточно разнообразны, и в настоящее время продолжают бурно развиваться и совершенствоваться. В данном разделе, в виду ограниченности объема пособия, системы управления станками рассмотрены кратко (по основным видам и обозначениям управляемых координат).
Попутно приведем разновидности систем ЧПУ с точки зрения их технологического применения:
1. Позиционные системы ЧПУ, когда обработка деталей производится путем перемещения инструмента от одной опорной точки траектории к другой в режиме «от точки к точке» (point to point), когда само это перемещение производится ускоренно по прямой линии. Характерными операциями являются – сверление отверстий по заданным координатам.
Такие системы позволяют обрабатывать детали по контуру, когда инструмент перемещается на заданную величину параллельно координатным осям ОХ и ОУ. Допускается совмещенное перемещение (обработка под углом, но всегда – обработка по прямой линии). Модели станков отечественного производства, использующие эту систему, маркируются – Ф2.
2. Контурные СУ (функциональные, непрерывные) – данные системы ЧПУ позволяют вести обработку деталей по сложному контуру, и обеспечивают при этом сложные пространственные траектории по 2 или 3 координатам. Сложная траектория движения инструмента обеспечивается одновременной работой нескольких приводов, в частности, такие системы применяются для токарных станков. Управление перемещением режущих инструментов производится от единой программы, а модели таких станков содержат обозначение – Ф3.
3. Универсальные системы ЧПУ (позиционно-контурные), которые применяются на многооперационных станках и для них характерно:
· наличие автоматической смены режущих инструментов из магазинов большой вместимости;
· использование коррекции размеров положения инструментов;
· наличие набора многочисленных вспомогательных функций.
Универсальные системы (системы с дополнительными потоками информации обозначаются посредством – Ф4).
Существует простейшая разновидность систем управления – системы с одним потоком информации (например, цифровая индикация текущих размеров положения инструмента). В целом, такие станки не имеют системы ЧПУ, а работают по следующему принципу: станочник задает упрощенную программу на величину перемещения инструмента, а далее наблюдает за ходом обработки, вмешиваясь в процесс. Их маркировка – Ф1.
Более подробные сведения можно получить, если воспользоваться технической документацией на станок выбранной модели.
Так на рис. 2.10 даны общие виды пультов некоторых систем ЧПУ.
а б в г д
Рис. 2.10. Разновидности пультов систем управления: а – системы FANUC; б – Siemens; в – Mitsubishi; г – Heidenhein; д – Fagor, соответственно
На российском рынке представлены устройства ЧПУ отечественных фирм: «Балт-Систем», Санкт-Петербург; «Модмаш-софт», Нижний Новгород; «Ижпрэст, Ижевск; «Микрос», Ногинск; «Альфа-Систем», Москва.
На выбор модели устройства ЧПУ влияют следующие факторы:
· возможность выбора для различного оборудования;
· возможность аналогового и цифрового управления приводами;
· возможность подключения датчиков различного типа;
· возможность многоканального управления;
· наличие большого объема памяти под технологические программы;
· наличие расширенного диалога с оператором.
Весьма важным моментом для последующего правильного выбора модели станка, построения технологической операции и дальнейшего программирования является учет расположения и направления управляемых координатных осей. Основная функция любого оборудования с ЧПУ – автоматическое и точное управление движением по заданным направлениям, которые и называют такими осями. Причем движение по этим осям осуществляется точно и автоматически. Движение может осуществляться по прямой линии, а также по дуге окружности.
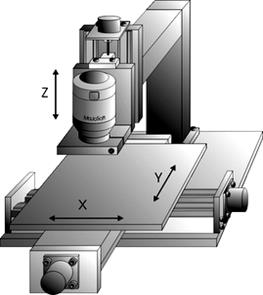
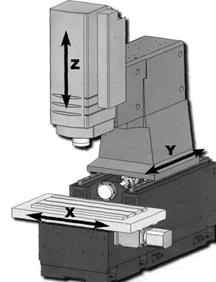
На рис. 2.11 приведен один из возможных вариантов расположения линейных осей. К ним относится продольное перемещение стойки по оси X, перемещение по вертикали шпиндельной бабки по оси Y, поперечное перемещение стойки по оси Z, совпадающее с осью вращения шпинделя.
 а
а
|
 б
б
|
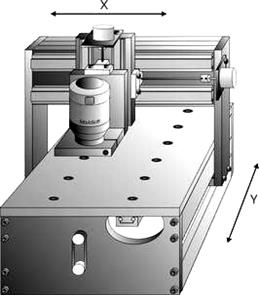
Рис. 2.11. Пример компоновки станков типа «Обрабатывающий центр»: а – с подвижным двухкоординатным столом; б – с движущимся порталом
 а
а
|  б
б
|
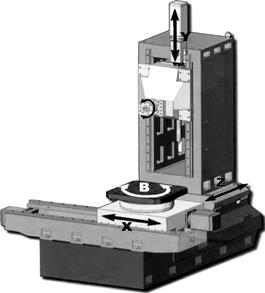
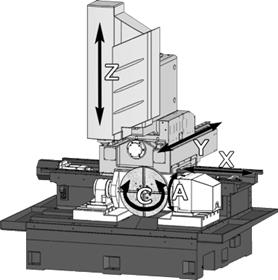
Рис. 2.12. Расположение управляемых координатных осей в некоторых станках: а – возможные перемещения по осям в станке модели 630Н «Стерлитомак» с прямолинейным и поворотным столами; б – направления перемещений по осям в трехкоординатном станке 400V
 а
а
|
 б
б
|
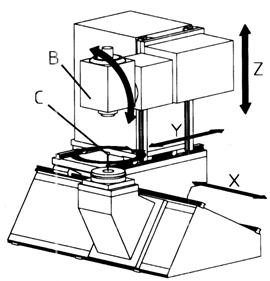
Рис. 2.13. Схемы расположения координатных осей на многооперационных станках с ЧПУ: а – с поворотной головкой шпиндельной бабки;
б – с двухкоординатным наклонно-поворотным (глобусным) столом
 а
а
|  б
б
|
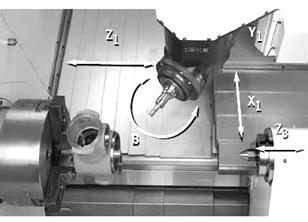
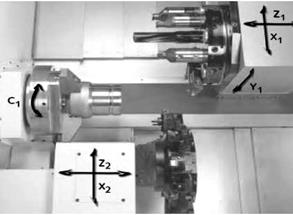
Рис. 2.14. Примеры расположения управляемых координатных осей на токарных станках с ЧПУ: а – с поворотной шпиндельной бабкой; б – с двумя револьверными инструментальными головками
2.5. Металлорежущие станки с ЧПУ, как важнейшие элементы станочных модулей, их разновидности и варианты конструктивного исполнения
Учитывая тот факт, что объектом разработки в рассматриваемом курсовом проекте по АППМ является станочный модуль на базе станка с ЧПУ, который требует тщательного и обоснованного выбора соответствующей его модели, остановимся более подробно на их разновидностях, особенностях конструктивного исполнения, а также на типах узлов, входящих в конструкцию станков. Приводимый ниже материал может способствовать проведению качественного обзора техники в указанном направлении, а также частично служить справочным материалом, сопутствующим данным, которые изложены в приводимых в списке литературы каталогах современного станочного оборудования.
Станки с ЧПУ можно подразделить на два основных вида: токарные, служащие для обработки вращающихся заготовок, и многоцелевые (многооперационные типа «Обрабатывающий центр»), которые ведут самую разнообразную обработку относительно неподвижных заготовок. Вначале остановимся на токарных станках.
Дата добавления: 2017-10-04; просмотров: 2036;
Поиск по сайту
Узнать еще
- CRM - стратегия управления взаимоотношениями с клиентом
- Cимпатическая нервная система. Центральный и периферический отдел симпатической нервной системы.
- I Вселенский Собор и Сардикийский Собор 343 г. о правах и преимуществах римского епископа
- I.2. Антигены системы АВ0. Генетика. Структура
- I.2.1 ПЕРВЫЙ ЗАКОН НЬЮТОНА. ИНЕРЦИАЛЬНЫЕ СИСТЕМЫ ОТСЧЁТА.
- I.2.1 ПОЛНАЯ И ВНУТРЕННЯЯ ЭНЕРГИЯ СИСТЕМЫ. ТЕПЛОТА И РАБОТА
- I.3. Антитела системы АВ0
- I.5.4 НЕИНЕРЦИАЛЬНЫЕ СИСТЕМЫ ОТСЧЁТА. СИЛЫ ИНЕРЦИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
