Лекция №10 Ультразвуковая обработка
Физическая сущность
Под ультразвуковой обработкой понимают такую, в которой материал удаляется инструментом, колеблющимся с ультразвуковой частотой. Обработка может происходить при частотах как ультразвукового, так и звукового диапазона. Однако оптимальные режимы обеспечиваются при 16–25 кГц (нижняя граница ультразвукового диапазона). Поэтому метод и называют ультразвуковым.
Развивается метод в двух направлениях:
1) размерная ультразвуковая обработка материалов в среде абразивной суспензии;
2) наложение ультразвуковых колебаний на режущий инструмент при обычной обработке резанием.
Ультразвуковым методом успешно изготовляют детали из твердых и хрупких труднообрабатываемых материалов. Причем, в отличие от предыдущих методов (электроэрозионных, электрохимических), его можно использовать как для токопроводящих, так и для токонепроводящих материалов.
История
Ультразвуковые колебания для обработки материалов применяют с начала пятидесятых годов. Значительный вклад в развитие этой обработки внесли отечественные исследователи А. И. Марков, Б. Е. Мечетнер, В. Ю. Вероман, В. Ф. Казанцев, Л. Д. Розенберг и др.
Технические подробности
Ультразвуковые колебания представляют собой упругие волны, распространяющиеся в какой-либо материальной среде – газах, жидкостях, твердых телах.
Ультразвук сильно поглощается воздухом и газами и намного слабее – твердыми телами и жидкостями. Поэтому в жидкостях и твердых телах ультразвуковые волны могут проходить большие расстояния, сравнительно мало ослабляясь. Высокая частота позволяет получать колебания интенсивностью 10 – 100 Вт/см2.
Электрическая энергия ультразвуковой частоты преобразуется в энергию ультразвуковых механических колебаний с помощью специальных преобразователей. Наиболее распространены магнитострикционные и пьезокерамические преобразователи.
Магнитострикция – это свойство ферромагнитных тел (железо, никель) под воздействием магнитного поля изменять свои размеры. Мерой магнитострикционного эффекта является магнитострикционное удлинение – относительное изменение длины стержня при наложении внешнего магнитного поля определенной величины.
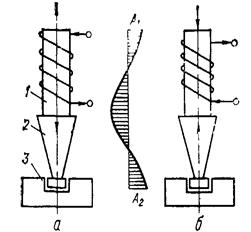
Рис. 39. Принцип работы магнитострикционного преобразователя. 1 – стержень; 2 – трансформатор скорости; 3 – деталь.
Даже на резонансном режиме амплитуда колебаний торца магнитостриктора не превышает 5–10 мкм. Чтобы увеличить ее до необходимой А2 = 30 – 80 мкм, к торцу магнитострикционного преобразователя крепят акустический трансформатор скорости.
Механизм ультразвуковой размерной обработки.Под размерной ультразвуковой обработкой понимают управляемое разрушение обрабатываемого материала в результате импульсного ударного воздействия инструмента на материал в абразивной среде.
Механические колебания ультразвуковой частоты (f = 16–30 кГц) и небольшой амплитуды (А = 0,01 – 0,06 мм) сообщаются рабочему инструменту 2 (рис. 40). В рабочую зону, т. е. в зазор между торцом инструмента и заготовкой 4, подается абразивная суспензия 3 – взвесь зерен 1абразива в воде. Зерна абразива под действием ударов вибрирующего инструмента постепенно производят обработку (выкалывают частицы материала). Размер выкалываемых частиц небольшой, однако количество ударов и зерен абразива велико (до 20–100 тыс./см3), что приводит к сравнительно интенсивному съему материала. В результате в заготовке копируется форма рабочего инструмента.
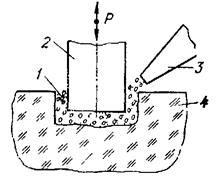
Рис. 40. Схема ультразвуковой обработки
Ультразвуковая размерная обработка представляет собой сложный физико-химический процесс, включающий разрушение (скалывание) обрабатываемой поверхности в результате высоких контактных напряжений, абразивное (царапающее) действие зерен, разрушение (дробление) абразивных зерен, разрушение в результате смачивающего, вымывающего и химического действия жидкости, несущей абразив. Исследованиями установлено, что в основном материал снимается вследствие прямого удара торца инструмента по зернам абразива, лежащим на обрабатываемой поверхности. При этом и выкалываются частицы материала. Если же удар приходится по взвешенному в суспензии зерну, то, хотя такое зерно и приобретает определенный импульс движения, частицы материала не выкалываются.
Большое значение в разрушении материала имеет кавитация – образование и захлопывание полостей в жидкости под воздействием ультразвуковых колебаний.
Технологические возможности
На основе анализа обрабатываемости ультразвуковым методом материалы делят на 3 группы. Материалы каждой из них различаются критериями хрупкости tx.
Первая группа – хрупкие материалы (tx> 2) типа стекла, кварца, керамики, алмаза, кремния, феррита и т. д. При ультразвуковой обработке эти материалы практически не подвергаются пластической деформации. Они начинают разрушаться после стадии малых деформаций, более или менее точно подчиняющихся закону Гука. Для материалов этой группы применять ультразвуковую размерную обработку наиболее эффективно.
Вторая группа – твердые сплавы, закаленные, цементированные и азотированные стали, титановые сплавы и другие, для которых tx »1 ¸ 2. При обработке этих материалов наряду с упругими происходят и микропластические деформации, что ухудшает обрабатываемость. Поэтому использовать ультразвуковой метод для обработки материалов этой группы не всегда целесообразно.
Третья группа – пластичные материалы типа свинца, мягких сталей и других, для которых tx £ 1- При ультразвуковой обработке они практически не разрушаются, так как почти вся работа абразива расходуется на микропластическую деформацию. Поэтому для материалов третьей группы ультразвуковая размерная обработка нецелесообразна.
В ультразвуковой размерной обработке различают два движения:
|
Скорость главного движения v м/с
v= 4fA/1000,
где f – частота колебаний, Гц; А – амплитуда колебаний, мм.
Качество обработанной поверхности зависит от размера зерна абразива, амплитуды колебаний инструмента, шероховатости поверхности инструмента и др.
Точность обработки. При ультразвуковой обработке отверстие разбивается, т. е. его поперечные размеры получаются несколько больше соответствующих размеров инструмента. Величина разбивки зависит от зернистости абразива. Так, при использовании абразива № 10 разбивка отверстия достигает 0,4–0,5 мм, а при использовании мелкозернистого абразива (№ 3) снижается до 0,03–0,06 мм. Для повышения точности обработки поперечные размеры инструмента следует корректировать с учетом применяемого абразива. При черновой обработке абразивом № 8– № 12 корректировка составляет 0,2–0,3 мм, а при чистовой обработке абразивом № 3...№ 40–0,08...0,1 мм.
В процессе ультразвуковой обработки возникает конусность отверстия. Наибольшее влияние на нее оказывает зернистость абразива. При обработке отверстий глубиной 5–10 мм абразивом № 12 конусность находится в пределах 0,025–0,04 мм, более мелким абразивом–до 0,01 мм. Наиболее высокой точности обработки (±0,005 мм) можно достичь, используя микропорошки.
Ультразвуковая размерная обработка имеет следующие преимущества:
1) возможность использовать для изготовления деталей токопроводящие и токонепроводящие материалы;
2) высокая точность обработки (до 0,01–0,02 мм) при высоком качестве обработанной поверхности (Ra=0,32 – 0,16);
3) нет нагрева детали в зоне обработки и дефектного слоя на обработанной поверхности;
4) сравнительно высокая производительность при обработке твердых и хрупких материалов.
К основным недостаткам ультразвуковой обработки нужно отнести следующие:
1) сложность проектирования и изготовления ультразвукового инструмента, связанная с необходимостью проводить акустический расчет;
2) непригодность этого метода для обработки вязких труднообрабатываемых материалов.
Оборудование
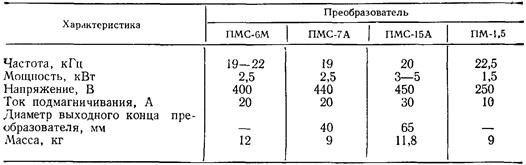
Выходная мощность выпускаемых генераторов (табл.4) колеблется от 1,5 до 16 кВА.
Таблица 4 – Характеристики ультразвуковых генераторов
В ультразвуковом станке электрические колебания высокой частоты подаются от генератора на обмотку охлаждаемого водой магнитострикционного преобразователя. С преобразователем жестко связаны концентратори рабочий инструмент. Колебательная система укреплена в акустической головке, расположенной в станине станка. Специальное устройство обеспечивает требуемое усилие подачи инструмента на обрабатываемую деталь. В конструкции это осуществляется с помощью рычажной системы и противовеса. Абразивная суспензия в зону обработки подается насосом из бака.
Срок службы инструмента и производительность обработки во многом определяются свойствами его материала. Материал, предназначенный для изготовления ультразвукового инструмента, должен иметь хорошие упругие свойства, высокую усталостную прочность, хорошую обрабатываемость резанием и невысокую стоимость.
Обычно для концентраторов и рабочих инструментов рекомендуются хромистые (40Х), пружинные (60С2, 65Г) и хромомарганцево-кремнистые (ЗОХГСА) стали. При работе с высокими амплитудами (А > 50 мкм) целесообразно применять инструмент из стали 18Х2Н4ВА. Наиболее высокую амплитуду колебаний допускают концентраторы из титановых сплавов. Однако титан сравнительно дорог. Поэтому применяют различные методы повышения усталостной прочности и твердости стального инструмента. Так, обдувание дробью увеличивает усталостную прочность с 25 до 50 %, обкатывание роликом – на 15–30 %, а гидрополирование – до 25 %.
Технологические схемы
Обработка матриц и штампов. Ультразвуковым методом сферическая поверхность твердосплавной матрицы для высадки шариков подшипников на Первом государственном подшипниковом заводе (ГПЗ-1) обрабатывается за 10–15 мин (припуск на обработку – 1 мм). Методами механической обработки такая деталь изготовляется за 3–4 ч. Твердосплавная матрица, необходимая для вырубки ушка часов, ультразвуковым методом обрабатывается за 2 ч 15 мин вместо нескольких десятков часов при изготовлении ее фрезерованием, шлифованием и слесарной доводкой. Ультразвуковая доводка матрицы из твердого сплава ВК15, применяемой для вырубки в пружинной шайбе фасонного отверстия диаметром 14 мм, осуществляется за 1 ч 10 мин. При этом на ультразвуковом станке мощностью 1,5 кВт достигается точность обработки 0,03 мм и шероховатость обработанной поверхности Ra = 0.63. Доводка такой матрицы вручную высококвалифицированным слесарем-лекальщиком требует 20–25 ч.
Чтобы получить высокое качество поверхности твердосплавных штампов, обработку ведут с максимальной производительностью при амплитуде колебаний инструмента 50–60 мкм. При черновой обработке применяют абразив зернистостью № 10 и № 6, а при чистовой – № 3 и меньше. Обычно обработка производится за один черновой проход и один-два чистовых. Припуск на чистовую обработку при этом не превышает 0,02– 0,04 мм на сторону. Чтобы не было скалывания твердого сплава на выходе инструмента, при обработке сквозных полостей под заготовку подкладывают закаленные стальные пластины.
При большом припуске на обработку целесообразно применять последовательно электроэрозионный (для черновой обработки) и ультразвуковой (для чистовой) методы, особенно, когда площадь обработки велика. Например, электроимпульсная обработка полости в твердосплавной матрице площадью 600 мм2 и толщиной 15 мм дает возможность получить шероховатость поверхности Rz= 40 (время обработки 2 ч). Сетка микротрещин, образующаяся после электроимпульсной обработки под действием термических явлений, удаляется ультразвуковым методом. Шероховатость поверхности улучшается до Ra = 0,63. Последовательное использование двух новых методов обработки значительно снижает трудоемкость изготовления матрицы.
Изготовляя твердосплавные штампы для сложных деталей небольших размеров, целесообразно применять ультразвуковой метод для черновой и для чистовой обработок.
Обработка режущего инструмента, оснащенного пластинами из твердого сплава, применяется для получения стружколомающих и стружкозавивающих канавок на передней поверхности твердосплавных призматических фасонных резцов. Такие канавки можно получить и электроискровым методом, однако ультразвуковая обработка обеспечивает более высокое качество обработанной поверхности и, следовательно, стойкость резца. При ширине 0,5–2 мм трудоемкость изготовления стружкозавивающей канавки составляет 0,5–2 мин. Трудоемкость получения таких канавок в резцах с минералокерамическими пластинка ми в 5–10 раз ниже трудоемкости этой операции в твердо:плавных пластинах.
Для резцов из минералокерамики марки ЦМ-332 и твердого сплава марки Т15К6 при глубине канавок менее 0,6 мм производительность практически не зависит от площади инструмента (последняя изменялась от 7 до 60 мм2). При большей глубине с увеличением площади обработки производительность снижается. Для минералокерамики марки ЦМ-332 достигнута производительность 75–90 мм3/мин, а для твердого сплава Т15К6– 11...14 мм3/мин. При размерах зерен абразива (карбид бора) 63–85 мкм и амплитуде колебаний инструмента 25–30 мкм шероховатость обработанной поверхности Ra == 1,25 – 0,63.
Изготовление отверстий в алмазных волоках и других алмазных инструментах. Обработка алмазов – серьезная проблема. Обычно при изготовлении деталей из алмаза до 50 % сырья идет в отходы. Ультразвуковая обработка повышает коэффициент использования материала и производительность изготовления алмазных фильер в 5–7 раз по сравнению с механической. Однако обрабатываемость алмазов остается невысокой, а износ инструмента значителен.
В качестве инструмента используют алмазную иглу диаметром 1,35 мм, заточенную под необходимым углом. Для повышения точности и качества обработки алмазной заготовке сообщается вращательное движение. Время прошивки отверстия диаметром 0,1–2 мм в алмазной волоке составляет 1,5–4 ч, шероховатость обработанной поверхности Ra = 0,08. Точные отверстия малых диаметров получают этим методом также в деталях из искусственных рубина и сапфира, феррита и т. п.
Ультразвуковое гравирование очень эффективно для стекла, полудрагоценных камней и других подобных материалов. Трудоемкость обработки по сравнению с обычным (механическим) гравированием снижается в десятки раз. Рисунок, нанесенный на торец рабочего инструмента на глубину 0,5–1,5 мм, воспроизводится сразу весь на поверхности обрабатываемой детали. Время гравирования составляет примерно 2–5 с. Поскольку один инструмент можно использовать многократно, стоимость ультразвукового гравирования невелика. При больших размерах рисунка увеличивается сложность и стоимость инструмента для обработки, поэтому рисунок выполняют вручную или по трафарету с помощью ручной ультразвуковой головки. Точный рисунок можно наносить также по шаблону с помощью пантографа. Ультразвуковое гравирование успешно используют, нанося надписи на стеклянной химической посуде и приборах. Старая технология включала такие малопроизводительные (а иногда и опасные) операции, как покрытие изделий воском, травление плавиковой кислотой, отмывка воска и пр.
Инструмент представляет собой закаленную стальную проволоку диаметром 0,2–0,3 мм и длиной не более 20 мм. Амплитуда колебаний инструмента – 25 мкм. В качестве абразивной суспензии используют взвесь карбида бора или зеленого карбида кремния зернистостью М28 в воде.
При ультразвуковом методе гравирования повышаются производительность и качество обработки, сокращается технологический цикл, из него исключаются плавиковая и серная кислоты, уменьшаются производственные площади, улучшаются условия труда.
Получение пазов и разрезание заготовок широко распространены при обработке хрупких твердых материалов типа германия, кремния, кварца, стекла, рубина, сапфира в приборостроительной и электронной промышленности.
Заготовки нужного размера нарезают из пластины специальным инструментом ультразвуковым методом. Так, для получения заготовок круглой формы к торцу инструмента припаивают тонкостенные трубки. Количество их может быть до нескольких десятков (сотен) в зависимости от мощности установки и условий обработки. Например, в стеклянной квадратной заготовке (33 х 33 мм) толщиной 2,5 мм инструментом с 24 тонкостенными трубками были вырезаны 24 диска диаметром 4,5 мм. В качестве абразива использовался карбид бора зернистостью № 3. Амплитуда колебаний инструмента составляла 25 мкм, продолжительность разрезания всех заготовок – 2,5 мин. По такому же принципу обрабатывались пазы шириной 0,6 мм и глубиной 1 мм в деталях из стекла К-8. Время их обработки составило 8–10 с.
Тонкие алмазные круги, применяемые на некоторых предприятиях, не могут дать ширину пропила менее 1 мм, которая необходима при изготовлении, например, кварцевых резонаторов для радиоэлектронной промышленности. Использование ультразвука на таких операциях значительно экономит алмазы и кварц, снижает трудоемкость обработки. Минимальное время вырезания кварцевой заготовки диаметром 14 мм из пластины толщиной 1,5 мм составляет 5–7 с.
Использование ультразвукового метода для разрезания монокристаллов германия и кремния в полупроводниковой промышленности значительно повышает экономический эффект (на 30 % увеличивается выход готовых деталей и значительно сокращается брак). Обычно для вырезания дисков малых диаметров из пластин германия или кремния применяют многолезвийный инструмент, который состоит из набора трубок, припаянных к торцу концентратора. Так, из пластины толщиной 0,6 мм можно вырезать одновременно 400 дисков за 1–1,5 мин.
Ультразвуковым методом успешно вырезают и разрезают сапфировые и рубиновые заготовки. На одном из предприятий такие заготовки вырезались с помощью инструмента диаметром 15 мм из малолегированной термообработанной стали, в котором просверлено 35 отверстий диаметром 1,6 мм и глубиной 5 мм. В качестве абразива применялся карбид бора. Время вырезания 35 рубиновых дисков толщиной 1 мм составило 3,5 мин, а сапфировых дисков толщиной 2 мм – 8,5 мин. Так получают заготовки часовых камней из искусственного рубина, сапфира, агата. Точность изготовления составляет ±0,025 мм. В частности, вырезание сапфировых дисков диаметром 1,9 мм из пластин выполняется инструментом, состоящим из 310 трубок из нержавеющей стали, припаянных к концентратору.
В последнее время разработан способ ультразвукового разрезания, проволочным инструментом. ВНИИ Тракторосельхозмаш (Москва) создана установка для такой обработки. В этой установке стальная или вольфрамовая проволока-инструмент диаметром 0,05–0,3 мм, перематываясь непрерывно возобновляется в зоне обработки. Инструменту-проволоке сообщаются ультразвуковые колебания. Такая обработка позволяет прямолинейно разрезать керамические пластины и другие хрупкие материалы непрофилированным инструментом с высокой производительностью (до 60–80 мм3/мин для стекла) и малой шириной реза (0,15– 0,25 мм).
Дата добавления: 2017-10-04; просмотров: 8913;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
