Гидроабразивная струя не изменяет физико-механические свойства материала и исключает деформацию, оплавление и пригорание материала.
Основные преимущества по сравнение с лазерной, плазменной, механической резкой:
o высочайшее качество получаемых кромок (не требующих дополнительной механической обработки)
o позволяет резать пакеты, состоящие из нескольких слоев различных материалов
o возможность резать различные композиционные материалы, так как не создается разрывов в структуре материала
o обрабатывать материалы с волнистой поверхностью и сложных контуров
o отсутствие пыли и газов
o небольшая ширина реза
o низкое тангециальное усилие резания на деталь ( заготовка не зажимается )
o высокая скорость резания
o кромки материала не подвергаются термической нагрузке, нет окислов, окалины
o полная взрывобезопасность и пожаро- безопасность процесса резки.
Геометрия заготовко.Диапазон толщин разрезаемых материалов от 0,1 до 300 мм. Оборудование ведущих производителей позволяет обрабатывать высокопрочные и закаленные стали, цветные металлы толщиной до 150 - 200 мм, пористые материалы и покрытия до 300 мм.
Точность. Высокая точность резки. Струя жидкости по своим техническим возможностям приближается к идеальному точечному инструменту, что позволяет обрабатывать профиль любой сложности с заданным радиусом закругления, поскольку ширина реза составляет от 1 до 1,5 мм.
Качество. Шероховатость поверхности после струйной ГАО главным образом зависит от исходной шероховатости; скорости, угла атаки и размера абразивных частиц; времени обработки.
При необходимости возможно получения финишной поверхности с шероховатостью Ra 1,5-2,5 мкм
Физико-химические изменения. Низкая температура в зоне реза 60-90°С. В результате не происходит заметного повышения температуры заготовки, что обеспечивает по сути «холодный» рез всех материалов. Это позволяет при использовании гидроабразивной технологии: исключить оплавление и пригорание материала в прилегающей зоне.
Микронагрев вызываемый отделением стружки абразивной частицей, устраняется потоком суспензии, сопровождающим эту абразивную частицу.
Производиетльность.Уменьшение времени холостого хода режущей головки, вследствие возможности резки тонколистовых материалов в многослойном пакете.
Текстиль, эластомеры, волокнистые материалы, тонкий пластик, бумага, термопласты и др. материалы режутся струей чистой воды, достигающей скорости до 200 м/мин (табл.5; рис. 42).
Таблица 5 – Скорость гиброабразивной обработки
| материал | толщина мм | скорость мм/мин |
| Алюминий | 250-350 | |
| Гранит | ||
| Гранит | 100-200 | |
| Гранит | 60-120 | |
| Керамическ. плитка | ||
| Керамогранит | ||
| Латунь | ||
| Латунь | 70-100 | |
| Мрамор | 200-400 | |
| Мрамор | 150-250 | |
| Сталь | 300-400 | |
| Сталь | 200-400 | |
| Сталь н/ж | 200-300 | |
| Сталь н/ж | 60-100 | |
| Стекло | ||
| Стекло | ||
| Титан | 60-90 |
Рис. 42. Производительность гидроабразивного метода обработки
Дополнительные преимущества: экологическая чистота и полное отсутствие вредных газовыделений; полная пожаро- и взрывобезопасность.
Оборудование
В установке гидроабразивной резки вода под давлением порядка 4000 атмосфер, создаваемым насосом высокого давления, подается в сопло с профилированным каналом, в котором формируется высокоскоростная водная струя.
Затем водная струя попадает в смесительную камеру режущей головки (рис. 43), где она захватывает поступающие туда абразивные частицы, в результате чего образуется водоабразивная смесь. Далее полученная смесь разгоняется в смесительной трубке (диаметром около 1 мм) до сверхзвуковой скорости (порядка 900-1200 м/с).
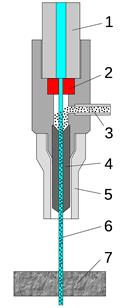
Рис. 43. Схема гидроабразивной головки. 1 – шланг высокого давления; 2 – профилированный канал; 3 – абразив; 4 – смесительная камера; 5 – корпус; 6 – струя суспензии; 7 – деталь.
Эта высокоскоростная водоабразивная струя и используется в качестве универсального режущего инструмента. После резки материала остаточная энергия струи гасится специальной водяной ловушкой.
Режущая головка устанавливается на устройстве позиционирования координатного стола и может перемещаться при помощи электроприводов по трем координатам с рабочими ходами, обусловленными габаритами координатного стола.
Технологические схемы
Скорость подачи изделия 2…6 м/мин.
Может применяться для (рис. 44)
• Ремонт фасадов зданий (удаление лакокрасочных покрытий, штукатурки и т.п.).
• Санация бетона и железобетона (в т.ч. полное удаление бетона).
• Беспыльное, пожаробезопасное удаление коррозии с металла.
• Омывка речных и морских судов, подготовка к нанесению покрытий.
• Чистка высоковольтных изоляторов.
• Удаление любых покрытий, отложений с поверхностей.
• Утилизация вооружений.
• Внутренняя и наружная чистка теплообменного оборудования, труб и коллекторов различных диаметров и конфигураций.
• Пожаробезопасная резка различных материалов (стальные и железобетонные конструкции, стекло, натуральный камень и т.п.).
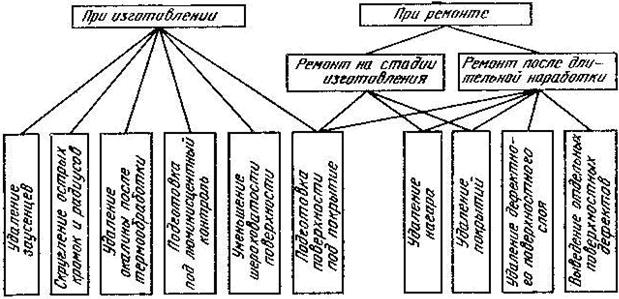
Рис. 44. Области возможного применения струйной гидроабразивной обработки
При помощи гидроабразивной струи резать можно практически любые материалы:
• черные металлы и сплавы;
• труднообрабатываемые легированные стали и сплавы (в том числе: жаропрочные и нержавеющие);
• цветные металлы и сплавы (медь, никель, алюминий, магний, титан и их сплавы);
• композиционные материалы;
• керамические материалы (керамогранит, плитка);
• природные и искусственные камни (гранит, мрамор и т. д.);
• стекло и композиционное стекло (триплекс, бронестекло, армированное стекло, стеклотекстолит и т. п.);
• пористые и прозрачные материалы;
• сотовые и сэндвич-конструкции;
• бетон и железобетон.
Дата добавления: 2017-10-04; просмотров: 1920;
Поиск по сайту
Узнать еще
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- VII. Педагогические технологии на основе дидактического усовершенствования и реконструирования материала
- А) кислотные свойства
- А) Основные свойства
- А) Физические свойства минералов
- А. Оптические свойства минералов
- А. Свойства и виды рецепторов. Взаимодействие рецепторов с ферментами и ионными каналами
- Адгезия полимеров к текстильным материалам

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
