Тема 6.1 Причины возникновения и виды сварочных напряжений и деформаций
Процесс сварки сопровожлается резко неравномерным нагревом изделия. Зоны металла, прилегающие к сварному шву, нагреваются теплотой дуги, а затем охлаждаются по мере распространения теплоты в массе металла. Температурное поле (схема распространения теплоты) зависят от характера источника тепла, формы и размеров изделия, скорости сварки и свойств металла.
Различают следующие виды температурных полей:
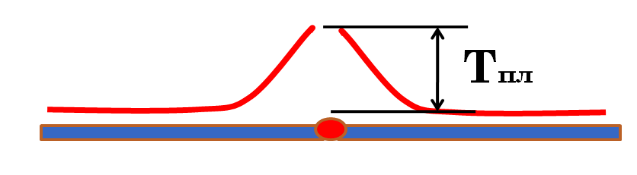
Рисунок……….Линейное (одноосное) температурное поле.
Возникает при сварке стержней встык - температура меняется только по длине стержня, по сечению - постоянна.
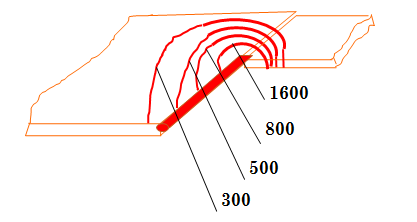
Рисунок………. Плоскостное (двухосное) температурное поле.
Наблюдается, например, при сварке встык тонких листов - температура меняется по плоскости листа, по толщине постоянна.
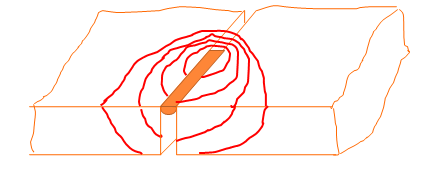
Рисунок………………..Объемное (пространственное или трехосное)
температурное поле.
Наблюдается при наплавке на поверхность толстого металла, при подварке толстых листов, при сварке тавровых соединений тостых листов. Температура изменяется в трех направлениях.
Причиной возникновения сварочных напряжений и деформаций является неравномерное распределение температуры при сварке и жесткость свариваемых элементов, препятствующих свободному развитию тепловых деформаций.
Механизм возникновения и развития сварочных напряжений и деформаций заключается в следующем:
- при нагреве металл шва при сварке расширяется, но окружающий холодный металл препятствует этому расширению - поэтому металл шва испытывает сжимающие напряжения (не может свободно расширяться). Эти сжимающие напряжения могут привести к остаточнымдеформациям укорочения.
- при охлаждении металл шва стремится сокращаться, но так как он стал короче, а окружающая конструкция не позволяет ему сокращаться, металл шва будет испытывать растяжение.
Дата добавления: 2017-05-02; просмотров: 1393;
Поиск по сайту
Узнать еще
- Arthropoda. Клещи. Систематика. Морфология. Медицинское значение.
- Arthropoda. Паукообразные. Систематика. Географическое распространение. Морфология. Скорпионы. Пауки. Медицинское значение.
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- Arthropoda.Систематика.Мошки,мокрецы,слепни,оводы.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское значение,меры борьбы.
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cимпатическая нервная система. Центральный и периферический отдел симпатической нервной системы.
- D) Система класифікації за підтримкою багато гілкового виконання програми.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
