Тема 7.1 Дефекты сварных швов
Сварные швы в значительной мере определяют качество всей конструкции (герметичность, прочность и т.д.).
Дефекты сварных швов классифицируют в соответствии с ГОСТ 19232-73, они подразделяются на наружные и внутренние.
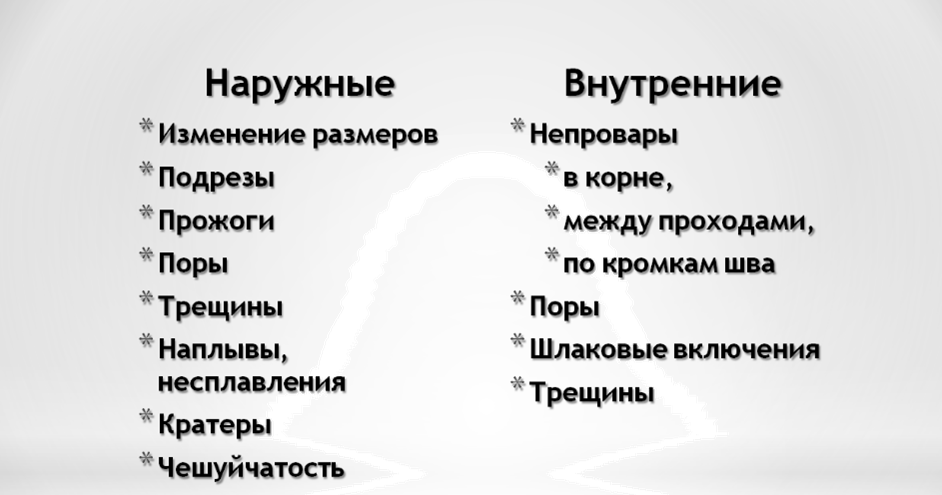
Рисунок - Классификация дефектов сварных швов
Причины возникновения дефектов различны (см. таблицу )
Таблица - Виды и причины дефектов сварных швов
| Дефект | Причины | Способ устранения |
| Наружные | ||
| Нарушение размеров шва: завышение, занижение, непостоянство по длине, вогнутость корня шва | Низкая квалификация сварщика, нарушение режимов, плохая подготовка кромок | Вытрогать и повторно наплавить |
| Смещение продольной оси шва от заданного положения | ||
| Незаваренные кратеры от предыдущего валика | ||
| Наплывы металла шва | Некачественные электроды, нарушение скорости сварки и сварочного тока разделке шва | Вытрогать и повторно наплавить |
| Подрезы зоны сплавления по краям швов | Увеличенная сила тока, неправильное положение электрода | Зачистить, подварить |
| Непровары на односторонних швах (с обратной стороны) | Нарушение режимов сварки, большой диаметр электрода | Вытрогать и повторно заварить |
| Протеки (видимые с обратной стороны швов) | Большая сила сварочного тока | |
| Прожоги (сквозные дыры) | Большая сила сварочного тока (малая толщина металла), малое притупление, увеличенные зазоры | |
| Поры, свищи (поры, уходящие глубоко внутрь шва) | Некачественная подготовка кромок, некачественные электроды, недостаток раскислителей | |
| Поверхностные трещины | Повышенное содержание Sи Р, нарушение технологии сварки (большие напряжения), плохая защита сварочной ванны | |
| Внутренние | ||
| Поры (газовые включения) | Некачественная подготовка кромок, некачественные электроды, недостаток раскислителей | Вытрогать и повторно заварить |
| Неметаллические (шлаковые) включения | Малая сила сварочного тока, некачественные сварочные материалы, некачественная подготовка кромок и очистка слоев шва от шлака | |
| Несплавления (в том числе, и межваликовые) | Нарушение технологии сварки (наложение последующих валиков на остывшие предыдущие), малая сила сварочного тока или большая скорость сварки | |
| Непровары | Нарушение режимов сварки, большой диаметр электрода | |
| Внутренние трещины | Повышенное содержание Sи Р, нарушение технологии сварки (большие напряжения), плохая защита сварочной ванны |
Дата добавления: 2017-05-02; просмотров: 1776;
Поиск по сайту
Узнать еще
- Arthropoda. Клещи. Систематика. Морфология. Медицинское значение.
- Arthropoda. Паукообразные. Систематика. Географическое распространение. Морфология. Скорпионы. Пауки. Медицинское значение.
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- Arthropoda.Систематика.Мошки,мокрецы,слепни,оводы.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское значение,меры борьбы.
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cимпатическая нервная система. Центральный и периферический отдел симпатической нервной системы.
- D) Система класифікації за підтримкою багато гілкового виконання програми.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
