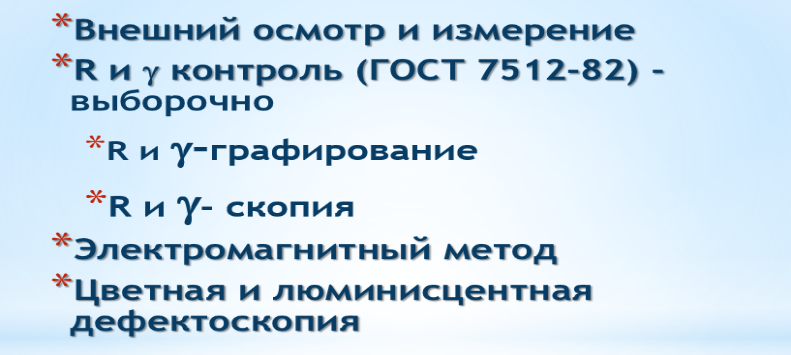
Внешний осмотр и измерение
· Перед сваркой - проверка соответствия чертежам (размеры и форма деталей, разделка кромок, зазоры);
· После сварки – формы и размеры швов, состояние поверхности шва и околошовной зоны (наружные дефекты).
Недопустимы:
* Трещины в шве и околошовной зоне;
* Поры Æ>0,1S (при S<20мм), Æ>2 мм(при S>20мм);
* Свищи;
* Кратеры;
* Наплывы;
* Смещение шва;
* Подрезы глубиной >0,5 мм и длиной >15 мм;
* отклонения размеров свыше допустимых, установленных ГОСТами.
 .
.
Рисунок - Методы контроля сварных швов
R иgконтроль (ГОСТ 7512-82) –(выборочно) получение изображения внутренней структуры шва с использованием рентгеновского или g излучения.
* R и g-графирование (получение снимка);
* R и g- скопия (сигнал на приборе).
Чувствительность – минимальная величина выявляемого дефекта: R – 0,5 – 3%;g - 2-5% от толщины просвечиваемого материала.
Принцип R- контроля показан на рисунке . При наличии в сварном шве трещин, непроваров, пор R-лучи проходят через них легче, чем через основной шов – на пленке – темные точки, полосы.
| А |
| К |
А – анод; К – катод; 1 – рентгеновская трубка; 2 – сварной шов; 3 – фотопленка; 4 – кассета
Рисунок - Схема R– контроля
Аналогично осуществляется γ – графирование, но источником излучения является радиационная головка γ-дефектоскопа, в которой находится изотоп в защитном блоке. Выпуск и перекрытие пучка излучения производится специальным приводом.
Оценка качества сварных швов по результатам просвечивания производится по 3-балльной системепо «Альбому эталонных снимков»:
«3» - отсутствуют дефекты или отдельные газовые включения (поры) ≤ 0,1S (≤ 2 мм), отдельные шлаковые включения ≤ 0,3S (≤3мм) площадью ≤ 5 мм2 каждое;
«2» - отдельные поры и включения ≤ 0,1S (≤ 2 мм), шлаковые включения ≤ 0,3S (≤5мм) площадью ≤ 15 мм2 каждое, цепочки пор и шлаковых включений. Суммарная протяженность всех дефектов ≤ 10% длины контролируемого участка;
«1» - количество пор и шлаковых включений больше указанного выше, имеются непровары, трещины.
3,2 - годные швы; 1 - подлежат исправлению с повторным контролем + 2 дополнительных («штрафных») снимка на каждом дефектном участке.
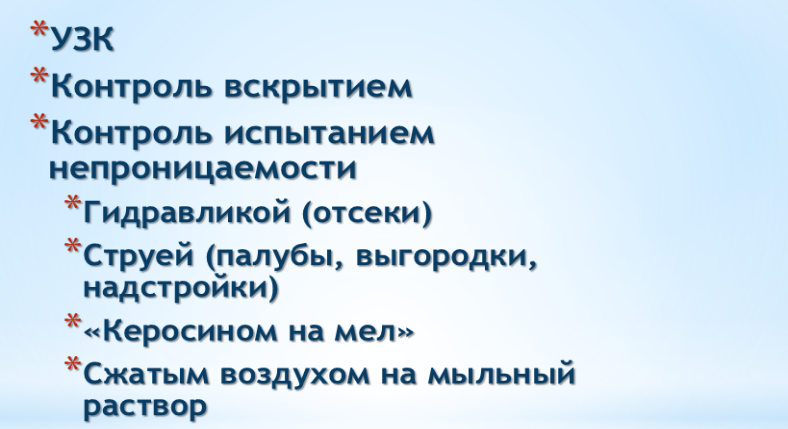
Ультразвуковой контроль (УЗК) (ГОСТ 14782-76)основан на исследовании процесса распространения упругих колебаний (0,5 – 25 МГц) в контролируемых соединениях. Сигнал от излучателя УЗК проходит через шов, попадая на приемник акустических колебаний. При наличии дефекта сигнал на приемнике будет ослаблен. Существуют ультразвуковые дефектоскопы двухстороннего действия и одностороннего (если нет доступа с противоположной стороны).
Таким образом, УЗК позволяет обнаружить дефекты, для «расшифровки» эти участки подвергают R и g - контролю.
Магнитный метод основан на исследовании магнитных полей рассеяния на намагниченном контролируемом изделии, подразделяется на:
- магнитопорошковый – после намагничивания изделия сварной шов опыливают магнитным порошком или суспензией (смесь магнитного порошка с керосином или маслом) – в зоне дефекта порошок распределяется неравномерно (скапливается у краев пор, трещин);
- магнитографический – с одной стороны накладывают ферро магнитную пленку, а затем намагничивают шов соленоидом. В зависимости от вида и величины дефектов в соответствующих местах пленки будет различная степень намагниченности.
Объем и способ контролясварных швов определяются категорией конструкции и условиями сварки.
Категории конструкций:
I - прочные конструкции, выполняемые в неблагоприятных условиях (монтажные швы);
II - прочные конструкции (внутрисекционные соединения);
III - конструкции, в которых напряжения не достигают нормы (например, конструкции основного корпуса в оконечностях);
IV - «легкие» конструкции.
Для транспортных судов объем и методы контроля сварных швов принимаются в соответствии с рисунком .
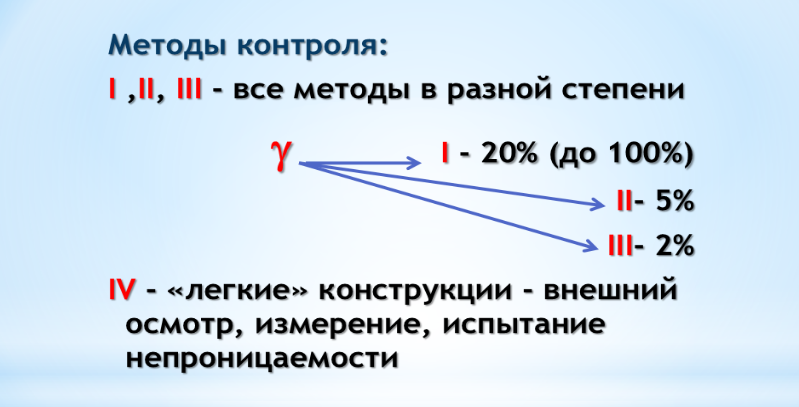
Рисунок - Объем и методы контроля сварных швов конструкций в зависимости от категории конструкции
Дата добавления: 2017-05-02; просмотров: 1566;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- AIP – ИЗМЕРЕНИЕ И ПРЕДОСТАВЛЕНИЕ СВЕДЕНИЙ ОБ ЭФФЕКТИВНОСТИ ТОРМОЖЕНИЯ
- MS Word: проверка орфографии, поиск и замена, режимы просмотра документа (обычный, разметки страницы, структура).
- А) внешний вид, манера держать себя, одежда.
- А) Измерение расстояний циркулем-измерителем
- А). Измерение на карте углов ориентирования
- Алгоритм осмотра пострадавших с шокогенной травмой.
- Б) визуальный осмотр.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
