Дублирование деталей
Дублирование осуществляется для придания деталям жесткости, формо устойчивости. В изделиях без подкладки дублированными могут быть все детали воротника или некоторые из них (верхний воротник, нижний воротник, стойка воротника, стойка нижнего воротника), манжеты и их подкладка, под борта, клапаны, листочки прорезных карманов. На изнаночной стороне полочек под места расположения прорезных карманов могут быть поставлены усилители (долевики). Прокладки и усилители могут быть клеевыми и не клеевыми. Дублирование деталей кроя производят на прессе с плоской подушкой или утюгом, соблюдая режимы дублирования и технические условия на выполнение влажно-тепловых работ.
При дублировании клеевыми прокладками основную деталь укладывают на горизонтальную поверхность пресса или утюжильного стола лицевой стороной вниз. Прокладку помещают лицевой стороной на изнанку основной детали так, чтобы срезы прокладки не доходили до срезов основной детали на 2...7 мм. После этого осуществляют дублирование. При проведении работ утюгом его не перемещают по поверхности детали, а опускают на деталь и поднимают с нее вертикально. Перемещают утюг в воздухе. Размеры и форму дублированных деталей проверяют по лекалам.
Если основной материал имеет подвижную, легко деформирующуюся структуру, целесообразно продублировать его кусок перед раскроем и лишь, затем выкраивать детали (воротник, отрезную стойку воротника). Такая последовательность операций позволяет получить точный, симметричный, без перекосов полуфабрикат, который не нужно будет проверять и уточнять перед следующей операцией.
Не клеевые прокладки в настоящее время встречаются все реже. Прокладку помещают на изнаночную сторону основной детали, совмещая ее срезы со срезами основной детали, и прикрепляют временной строчкой — ручной или машинной. Окончательно не клеевую прокладку закрепляют машинной соединительной или отделочной машинной строчкой по всем срезам при дальнейшей обработке детали. После этого временную строчку удаляют.
Обработка срезов
Эту операцию проводят для закрепления краев деталей, предотвращая их осыпание при эксплуатации изделия. Срезы деталей изделия без подкладки обметывают, окантовывают или застрачивают.
Обметывают срезы на обметочной машине двух-, трех- или четырех ниточного цепного стежка. Ширина шва обметывания колеблется от 3,5 до 6 мм. Большая ширина обметочного шва позволяет получить край детали, наиболее устойчивый к осыпанию.
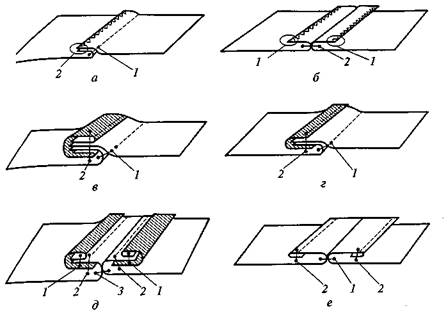
Рис. 2.1. Обработка срезов деталей:
здесь и в других рисунках цифрами обозначена последовательность выполнения машинных строчек
В изделиях из тонких тканей срезы двух деталей обметывают одновременно после их соединения стачным швом (рис. 2.1, а). Срезы могут быть обметаны одновременно со стачиванием деталей на специальной двух игольной машине. Срезы деталей из толстых тканей, соединяемых стачным швом, обметывают до стачивания или после стачивания деталей, причем каждый срез отдельно (рис. 2.1, б).
Срезы деталей окантовывают при изготовлении изделий высшего качества или если срезы деталей, выкроенных из ткани рыхлой структуры с длинными перекрытиями толстых гладких нитей, располагаются в направлении нитей основы или утка. В последнем случае обметывание срезов не позволяет добиться хорошего качества обработки, потому что обметочная строчка слабо закрепляется в структуре ткани, захватывая только две-три ее крайние нити, и легко соскальзывает с края детали. В промышленных Условиях окантовывание выполняют на одно игольной машине со спецприспособлением (рис. 2.1, в, г). При индивидуальном пошиве для окантовывания срезов используют окантовочный шов с открытым срезом с применением косой бейки (рис. 2.1, д).
Если нет специальных обметочных машин, срезы деталей изделия без подкладки могут быть застрочены на изнаночную сторону швом в подгибку с открытым срезом (рис. 2.1, ё). Ширина припуска застрачивания среза 0,6... 0,8 мм; ширина шва застрачивания 0,1 ...0,25 мм. Застрачивание срезов выполняют после стачивания деталей.
Дата добавления: 2017-04-05; просмотров: 3970;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- Автоматический контроль формы деталей.
- Балансировка деталей.
- Бесшкальные контрольные инструменты. Калибры, их назначение и использование для контроля гладких цилиндрических деталей.
- В машиностроении в зависимости от выбора баз применяются три способа нанесения размеров элементов деталей: цепной, координатный и комбинированный.
- Валом и отверстием называют соединяемые поверхности деталей, причём вал – это наружная поверхность, а отверстие – внутренняя поверхность деталей.
- Взаимозаменяемость гладких цилиндрических деталей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
