Обработка мелких деталей
Все мелкие детали, такие, как пояса, хлястики, погоны, паты, листочки, клапаны, бретели, шлевки, изготовляют на подкладке. В зависимости от формы мелких деталей и толщины основных - материалов подкладку выполняют отрезной или цельнокроеной. Размеры подкладки меньше размеров детали из основного материала на 2...6 мм (в зависимости от толщины материала) по всем срезам обтачивания.
Для придания жесткости мелким деталям они могут быть продублированы клеевой или не клеевой прокладкой. Клеевую прокладку выкраивают такого размера, чтобы она входила в шов обтачивания на 2... 3 мм. В общем случае изготовление мелких деталей состоит в обработке их срезов краевыми швами: обтачным, окантовочным или в подгибку.
Клапаны, листочки обрабатывают, используя, обтачной шов в простую рамку или в кант в определенной последовательности. Детали кроя дублируют, если это требуется по модели. Затем основную деталь и подкладку складывают лицевыми сторонами внутрь и обтачивают с трех сторон при отрезной подкладке (рис. 2.5, а, строчка 1) или с двух сторон при цельнокроеной (рис. 2.5, б, строчка 7). Обтачивание проводят со стороны подкладки швом шириной 5...7 мм, при посаживая деталь верха в углах на 1,5... 3 мм в зависимости от толщины материала. В промышленном производстве обтачивание клапанов, листочек может производиться на полуавтоматах кассетного типа.
После обтачивания припуски детали в углах высекают или подрезают, оставляя шов шириной 2...3 мм. Деталь вывертывают на лицевую сторону, выправляют углы и кант из основной детали со стороны подкладки шириной 0,5... 2 мм и приутюживают со стороны подкладки. При необходимости после вывертывания и выправления деталь выметывают по краю, а уж затем приутюживают.
В зависимости от модели вдоль края лицевой стороны детали прокладывают одну, две или несколько отделочных строчек на одно игольной или много игольной машине (см. рис. 2.5, а, строчка 2). В некоторых случаях в промышленном производстве, если отсутствуют операции выметывания канта и последующего приутюживания, отделочную строчку прокладывают со стороны подкладки для контроля ровноты канта из основной ткани.
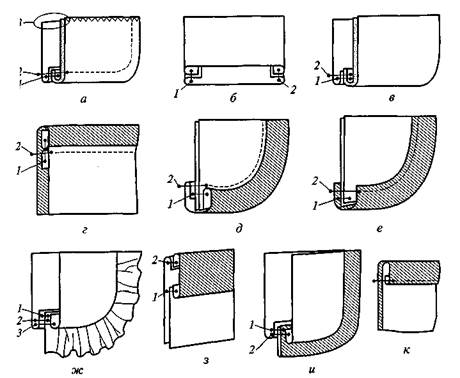
Рис. 2.5. Обработка клапанов, листочек
Оставшийся необработанный край клапана обметывают (строчка 3) в том случае, если он будет притачан к основной детали стачным швом без настрачивания. Во всех остальных случаях край клапана, а также листочки выравнивают, обрезая излишки материала. Если по модели на клапане или листочке располагается петля, ее выметывают. После окончательного приутюживания на подкладку детали вдоль выровненного края мелом или карандашом наносят линию притачивания.
Края клапана или листочки могут быть обработаны обтачным швом в простую рамку (рис. 2.5, в, строчка 1) споследующим настрачиванием срезов шва обтачивания на подкладку (строчка 2); обтачным швом в сложную рамку (рис. 2.5, г); окантовочным Швом с использованием бейки с закрытыми срезами (рис. 2.5, д) окантовочным швом с использованием канта (рис. 2.5, е). По краю этих мелких деталей могут быть проложены оборка, кружево (рис. 2.5, ж); тесьма (рис. 2.5, з); кант (рис. 2.5, и). Кроме того, край может быть застрочен с лицевой стороны подкладкой швом в подгибку с закрытым срезом (рис. 2.5, к).
Клапан или листочку с оборкой, кружевом, кантом обрабатывают следующим образом. Сначала кант, присборенную заранее оборку или кружево притачивают к лицевой стороне подкладки. Затем клапан или листочку обтачивают подкладкой, уравнивая срезы деталей и прокладывая строчку обтачивания как можно ближе к строчке притачивания оборки или кружева. В промышленных условиях эти операции выполняют за один прием, прокладывая одну строчку на швейной машине со спецприспособлением.
Паты, погоны, хлястики, полупояса, пояса, бретели могут быть съемными или втачанными одним или двумя концами в соединительные или обтачные швы основных деталей. При их изготовлении используют следующие швы: обтачной в простую рамку или в кант, накладной с закрытым срезом, в подгибку с закрытым срезом. Концы мелких деталей, втачиваемые в швы соединения основных деталей, не обрабатывают.
При изготовлении съемных деталей или деталей, втачиваемых одним концом, используют обтачной шов и выполняют те же операции, что и при изготовлении клапанов, листочек. Обтачанные детали выворачивают через не обтачанный конец или отверстие длиной 35...45 мм, оставленное при обтачивании длинной стороны. Это отверстие или не обтачанный конец застрачивают при прокладывании отделочной строчки при одновременной подгибке внутрь срезов детали и ее подкладки (рис. 2.6, а). Срезы подгибают на 7... 10 мм.
Хлястики, погоны, бретели, оба конца которых втачиваются в швы основных деталей, могут быть обработаны накладным швом с закрытым срезом с расположением строчки посередине детали (рис. 2.6, б) или швом в подгибку с закрытым срезом (рис. 2.6, в). В последнем случае ширина припуска на подгибку составляет 15 мм, в готовом виде — 8 мм. При этом вдоль второго сгиба детали прокладывают отделочную строчку.
Паты, хлястики, погоны, полупояса, бретели, втачиваемые в швы соединения основных деталей одним концом, обрабатывают стачным швом в разутюжку, проходящим посередине подкладки детали. Свободный конец детали может иметь разную форму, которую получают обтачиванием конца по линии необходимой конфигурации (рис. 2.6, г). Ширина шва обтачивания 3... 5 мм.
В промышленном производстве пояса, хлястики, бретели изготовляют на двух игольной машине с рулонным питанием. При этом с двух сторон детали одновременно застрачивают края с подгибом срезов внутрь. Затем один или оба конца детали застрачивают швом в подгибку с закрытым срезом шириной 1... 3,5 мм в зависимости от толщины материала. Ширина припуска застрачивания 10...20 мм, в готовом виде 5... 10 мм (рис. 2.6, д). Концы деталей могут быть обработаны углом (рис. 2.6, е). Для этого застроченную по продольным срезам деталь складывают лицевой стороной внутрь и стачивают конец швом шириной 7 мм, шов разутюживают, высекают из угла излишек припуска, угол детали вывертывают на лицевую сторону, выправляют, приутюживают. Основание образовавшегося треугольника застрачивают поперечными строчками.
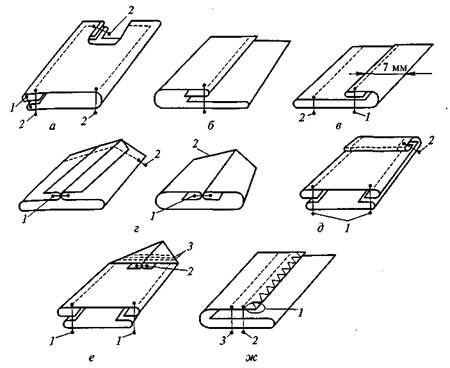
Рис. 2.6. Обработка мелких деталей
К концу пояса, хлястика, бретели может быть прикреплена пряжка. Для этого деталь продевают через пряжку, перегибают на изнанку детали конец длиной 30...40 мм и застрачивают швом в подгибку с закрытым или открытым срезом двумя или тремя строчками.
Шлевки, вешалки, поло держатели, держатели юбок и брюк, так же как и бретели, стачивают накладным швом с закрытым срезом с расположением строчки посередине детали. Они могут быть застрочены вдоль края швом шириной 1...3 мм с одновременной подгибкой срезов внутрь на 5... 7 мм. Затем по сгибу прокладывают отделочную строчку.
При индивидуальном пошиве шлевки изготовляют следующим образом. Один продольный край детали обметывают. Затем ее складывают в три слоя так, чтобы необработанный срез был перекрыт обметанным. После этого последовательно прокладывают две параллельные строчки с лицевой стороны детали (рис. 2.6, ж).
Шлевки, вешалки, держатели могут изготовляться из готовой специальной тесьмы, которую разрезают на отрезки нужной длины.
Широкие шлевки обрабатывают обтачным швом, так же как мелкие детали, которые втачиваются в швы основных деталей двумя концами.
Если по модели паты, погоны, хлястики, шлевки застегиваются на пуговицу, то на них должны быть выметаны петли. После этого детали окончательно при утюживают с изнанки.
Дата добавления: 2017-04-05; просмотров: 9745;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
