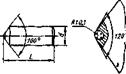
Основные размеры (мм) алмазных наконечников для выглаживания поверхностен
Тип I
Тип II
|

|
| \г | Л. | |||
| / | V | |||
| А | :Ь | о | ||
| \ | J | |||
| V | i | |||
| L |
| Тип наконечника | Номинальный размер if сферы алмаза, мм | Масса алмаза, карат | d | D | L | I |
| I иII | 0,6; 1,0; 1,5; 2,0 | 0,21-0,30 | ||||
| II | 2,5; 3,0 3,5 4,0 | 0,31-0,40 0,41-0,60 0,61-0,85 | ||||
| I иII | 0,6; 1,0; 1,5; 2,0 | 0,21-0,30 | ||||
| II | 2,5; 3,0 3,5 4,0 | 0,31-0,40 0,41-0,60 0,61 -0,85 |
Примечания:
1. Для наконечников применяются алмазы VIIгруппы.
2.Корпуса наконечников изготовляют из сталей 12ХНЗА или 40Х. Алмаз крепится в корпусе наконечника пайкой серебряным припоем или латунью.
3.Рабочая часть алмаза, выступающая из корпуса, не должна превышать '/.< Длины кристалла.
4.Смешение кристаллографической оси алмаза, определяющей направление максимальной твердости, относительно оси наконечника должно быть не более 3 °.
5. 1 карат — 200 мг.
кость алмаза, не следует обрабатывать выглаживанием прерывистые поверхности. Из-за нестабильности качества выглаживанием не
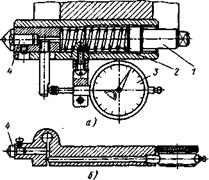
Рис.30. Державки для выглаживания поверхностей:
а-с цилиндрической пружиной; б-с пружинящим корпусом; / —регулировочный винт; 2 — тарированная пружина; 3 — индикатор; -/-наконечник с алмазом
обрабатывают детали со значительными отклонениями формы в поперечном сечении или неравномерной твердостью поверхности (разброс значений твердости не более 4—5 единиц по Роквеллу). Предварительная обработка поверхности может выполняться шлифованием, тонким точением или растачиванием. Рекомендуемые режимы выглаживания приведены в табл. 17. При внедрении процесса необходимо уточнить режимы экспериментально.
Точность обработки. Алмазное выглаживание проводится копирующим инструментом. Поэтому отклонения формы в продольном и поперечном сечениях изменяются незначительно, а размер детали (за счет смятия исходных микронеровностей) — на 1 — 15 мкм. Точность обработки при этом может несколько снизиться. В связи с этим целесообразно на предшествующем переходе обеспечивать точность размеров на 20—30%.выше заданной для окончательно обработанной детали.
Качество обработанной поверхности существенно зависит от режимов выглаживания.
Дата добавления: 2019-09-30; просмотров: 900;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- II. Основные положения
- II. Основные характеристики микроскопа.
- II. Языкознание и его основные разделы.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
