И схема расположения робота (б)
для обслуживания трёх станков:
1 1 — робот; 2, 4,6 — станки с ПУ;
3 — транспортёр подачи заготовок;
5 — транспортёр удаления изготовленных деталей
ления, что нецелесообразно как с технической, так и с эко-
номической точки зрения.
На рисунке 3.7, б показана схема расположения поворот-
ного робота, обслуживающего три станка с ПУ. Робот, пере-
мещаемый по верхним горизонтальным направляющим, мо-
жет обслуживать линию станков. Это значит, что заготовка
должна занимать на станке по отношению к началу абсолют-
ной системы координат (АСК) станка и её осей строго опре-
делённое положение, которое предусмотрено при составле-
нии управляющей программы.
3.3 Установка приспособлений и заготовок
на станках с ПУ
Основным требованием к установке приспособлений на
станке является его полная ориентация и размерная увязка
установочных и измерительных баз с исходной точкой (ИТ)
обработки и с осями координат станка.
Осуществление этой задачи возможно тремя способами:
1) использование приспособлений, устанавливаемых на
определённом расстоянии от начала системы коорди-
нат и снабжённых установочными элементами для ори-
ентации заготовок в нужном положении;
2) фиксация положения заготовки на столе станка с по-
мощью базовых поверхностей самой заготовки;
3) произвольное положение заготовки относительно нача-
ла системы координат в случае, если система управле-
ния станка снабжена корректирующим устройством,
позволяющим смещать положение Ос.
Первый способ требует от технолога размерной увязки
базовых поверхностей заготовки с осями АСК станка и на-
метки координаты ИТ, исходя из условий обеспечения безо-
пасности при установке и снятии заготовки. Конструктор
рассчитывает приспособление на точность по параметру, увя-
зывающему положения установочных элементов с элемента-
ми, определяющими положение приспособления на станке
или на координатных плитах. При этом координатная плита
сама должна быть точно выверена и жёстко закреплена на
столе станка.
На рисунке 3.8, а представлена схема ориентации при-
способления 2 на координатной плите 1, имеющей Т-образ-
ные пазы. На плите закреплены поперечная 3 и продоль-
ная 4 планки с Т-образными пазами, к которым может под-
жиматься приспособление при установке на плиту. При этом
у приспособления отнимается шесть степеней свободы пере-
мещения. Возможен поджим лишь к одной планке, и тогда у
приспособления отнимается пять степеней свободы переме-
щения. В этом случае шестая степень свободы перемещения
(вдоль пазов плиты) отнимается Т-образной шпонкой 5, вхо-
дящей в паз на корпусе приспособления 2.
На рисунке 3.8, б, в, г, д показаны примеры ориента-
ции приспособлений и заготовки на различных коорди-
натных плитах. Для быстрой и полной ориентации на сто-
лах станков приспособления могут устанавливаться по
Т-образным пазам и отверстиям в столах посредством трёх
шпонок (рис. 3.9, а), шпонки и пальца (рис. 3.9, б), двух
пальцев.
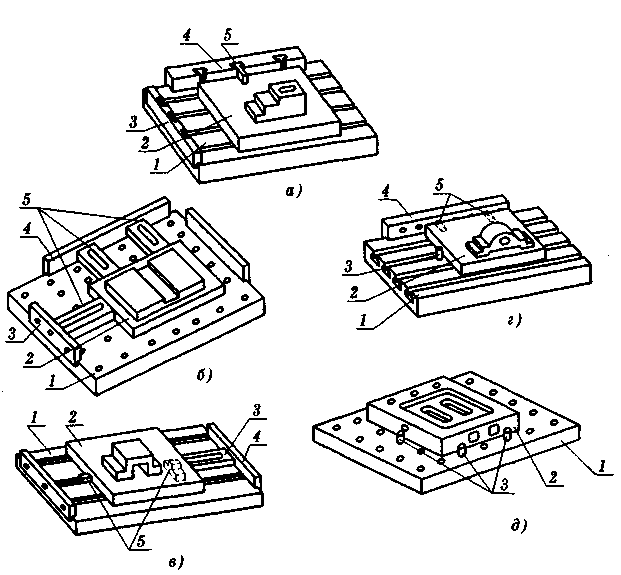
Рис. 3.8 Базирование приспособлений
и заготовок на координатных плитах
и способы их ориентации в АСК станка:
а — ориентация приспособления при помощи планки 4
и шпонки 5: б — ориентация по плите 1 приспособления 2
при помощи планок 3, 4 и мерных блоков (планок) 5;
в — ориентация на плите 1 приспособления 2 вдоль оси X
двумя шпонками 5, а по оси Г — планкой 4 и мерным блоком
3; г — ориентация приспособления 2 на плите 1 при помощи
планки 4 и пальцев 3, 5; д — ориентация заготовки 2
на плите 1 с помощью пальцев 3
Часто заготовки устанавливаются непосредственно на сто-
лах станков с ЧПУ по второму способу. При этом установоч-
ные элементы, например в виде планок, должны быть строго
выверены относительно АСК станка (относительно Ос). В слу-
чае, когда координаты х0 и у0 рабочих поверхностей устано-
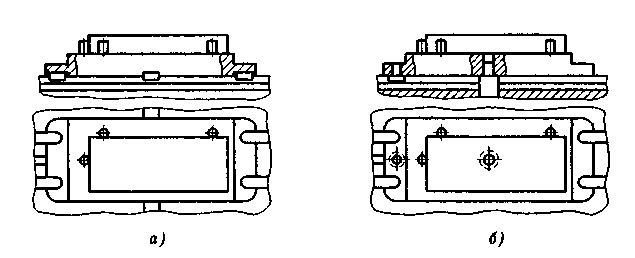
Рис. 3.9 Схемы ориентации приспособлений
на столах станков
вочных элементов заданы технологической картой и уста-
новка (базирование и закрепление) заготовки 4 предусмотре-
на на столе станка, выверка установочных элементов осуще-
ствляется в приведённой ниже последовательности (рис. 3.10).
Стол станка выводится в положение, соответствующее
началу отсчёта АСК. В шпинделе станка закрепляется инди-
каторная оправка 2, аттестованная по радиусу г (расстояние
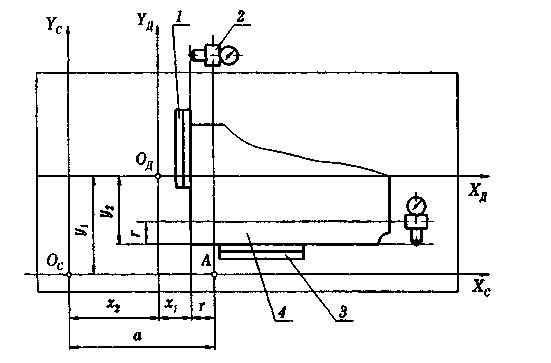
Рис. 3.10 Выверка упорной и направляющих планок
(установочных элементов) на столе станка относительно
АСК с помощью индикаторной оправки
от оси оправки или оси вращения её поворотной головки до
рабочей поверхности наконечника индикаторной ножки).
Затем перемещением стола ось шпинделя станка выводится
в точку А, координата которой определяется по формуле
а = Xi + х2 + г,
где х1 — координата нуля детали Од по оси X, заданная от
начала отсчёта (0С) станка, мм;
х2 — координата по оси X от Од до базовой поверхности
детали, мм;
г — радиус, на который аттестована оправка, мм.
Перемещением стола в направлении оси Y по показани-
ям индикатора планка 1 выверяется с обеспечением положе-
ния её рабочей поверхности от нуля станка 0С на расстоянии
х0 = Xi + x2. В выверенном положении планка надёжно зак-
репляется. В том же порядке производится выверка и зак-
репление планки 3, параллельной оси X. Рабочая поверх-
ность и этого установочного элемента должна отстоять от нуля
станка 0С на расстоянии
Уо = Ух ~ Уг-
Третий способ ориентации заготовки не связан с обяза-
тельным заданием в технологических картах координат х0 и
у0 или Од. Они определяются, исходя из фактического поло-
жения заготовки в системе координат станка, и вводятся в
ЧПУ для корректировки начала отсчёта.
В ряде случаев в условиях серийного производства эко-
номически целесообразно применять специальные приспособ-
ления с установами для инструмента. Такие приспособления
должны удовлетворять следующим условиям: точно ориен-
тировать заготовку относительно АСК станка; облегчать ус-
тановку начала отсчёта и исходной точки в точку, координа-
ты которой заданы программой; обеспечивать быстрое и точ-
ное координирование положения инструмента с началом от-
счёта; быстро и надёжно устанавливать заготовку.
На рисунке 3.11 показана ориентация приспособления 3
с заготовкой 1 на столе 2 станка с ЧПУ по Т-образным пазам
шпонками 5. Для настройки системы приспособление осна-
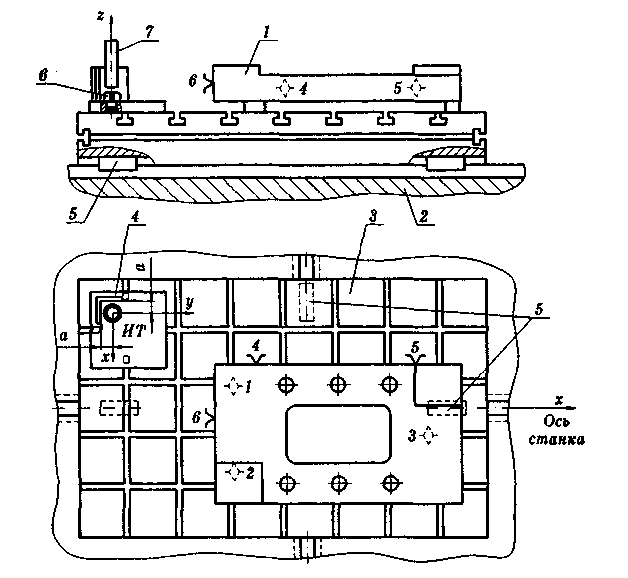
Рис. 3.11 Схема базирования приспособления и ориентация
инструмента по высотному и угловому установим
щено высотным 6 и угловым 4 установами, по которым с
использованием щупов ориентируется инструмент 7 по осям
Z, X, Y с координатами исходной точки.
3.4 Захваты промышленных роботов
и их проектирование
Захваты промышленных роботов предназначены для ма-
нипулирования заготовками, деталями и другими объекта-
ми производства. Они различаются количеством захватыва-
ющих установочно-зажимных элементов (пальцев), сочлене-
ний и степеней подвижности. По функциональным возмож-
ностям их можно разделить на категории: многоцелевые,
специальные и универсальные.
Первая категория включает в себя пальцевые захваты,
предназначенные для выполнения ограниченного множества
операций. По количеству пальцев они могут быть двух-, трёх-
и пятипальцевые. Захваты этой категории менее сложны,
сравнительно дешевы, поэтому получили наибольшее распро-
странение в промышленности, особенно двухпальцевые.
Вторая категория включает в себя специальные захват-
ные устройства, например вакуумные и электромагнитные.
Они используются для захватывания тонких заготовок, пер-
ные из немагнитных, вторые из магнитных материалов.
К третьей категории относятся универсальные захваты,
обычно имеющие более трёх пальцев и (или) более одного
сочленения в каждом пальце. Такие захваты выполняют зна-
чительное количество перемещений и перебазирования объек-
тов, но сложны, дороги и используются редко.
По приводу захваты делятся на электромеханические,
пневматические и гидравлические. Они могут быть с парал-
лельным и угловым перемещением пальцев. Пальцы захва-
тов по расположению должны соответствовать форме захва-
тываемого объекта. Для надёжности захватывания желатель-
но, чтобы форма поверхности пальцев соответствовала фор-
ме поверхности детали (заготовки). Так, при захватывании
объектов за цилиндрическую поверхность рабочая поверх-
ность пальцев также должна быть частью цилиндра такого
же диаметра, что приводит к уменьшению давлений в кон-
такте, или иметь форму призм, что повышает точность поло-
жения объекта в захвате и позволяет захватить детали (заго-
товки) за цилиндрические поверхности разных диаметров.
На рисунке 3.12 представлена схема захвата с электро-
приводом, зубчатым и рычажными механизмами. С помо-
щью двух пальцев 5 можно захватить заготовки (детали) за
наружную и внутреннюю цилиндрические поверхности. Па-
раллельное перемещение пальцев обеспечивают рычажные
(нараллелограммные) механизмы 4 и зубчатый механизм
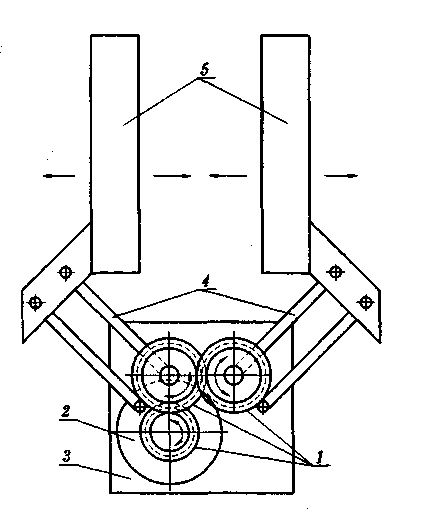
Рис. 3.12 Захват с параллельным перемещением
пальцев и электродвигателем
(колеса) 3, приводимые в действие в нужном направлении
(сдвижение, раздвижение) от электродвигателя 1. Механиз-
мы и электродвигатель смонтированы на плите 2.
Захват конструкции К. Танэ с угловым перемещением
пальцев и самоустанавливающимися рабочими элементами
представлен на рисунке 3.13. Пальцы 5 с шарнирно зак-
реплёнными рабочими элементами 6 установлены посред-
ством осей 4 в основании 1 и короткими концами с помо-
щью звеньев 3 соединены со стержнем 2, который соединён
со штоком пневмоцилиндра двустороннего действия. При
движении стержня 2 по стрелке 9 (вверх) заготовка (де-
таль) 8, установленная до упора 7, зажата между рабочими
элементами 6. При движении стержня 2 по стрелке 10 (вниз)
пальцы 5 с элементами 6 освобождают (разжимают) заго-
товку 8.
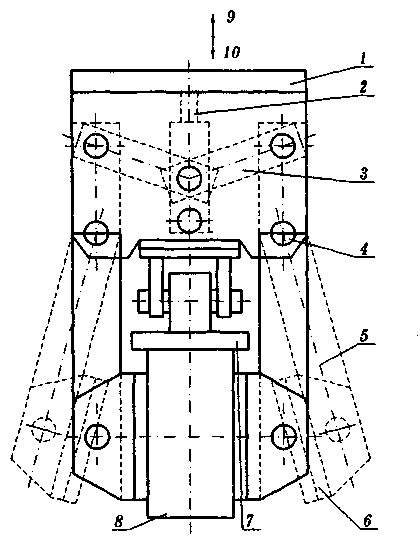
Рис. 3.13 Захват с угловым перемещением
пальцев и пневмоприводом
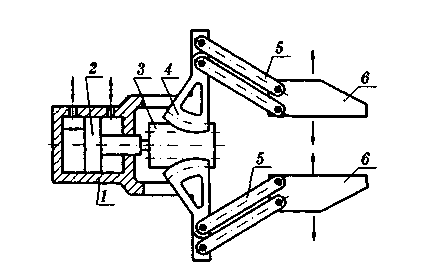
Рисунок 3.14 иллюстрирует захват с гидроцилиндром 1
и поршнем 2, к штоку которого прикреплена рейка 3. При
перемещении рейки секторы 4 поворачиваются вокруг своих
осей и приводят в действие шарнирно с ним закреплённые
рычаги (параллелограммный механизм) 5. При перемеще-
нии рейки 3 влево рабочие элементы 6 сдвигаются (закрытие
захвата), а при движении её вправо элементы раздвигаются,
что соответствует раскрытию захвата и освобождению зажа-
той заготовки (детали).
В качестве примера на рисунке 3.15 изображён вакуум-
ный захват, относящийся к захватам второй категории. Зах-
ват используется в промышленных роботах для переноски и
установки хрупких кремниевых пластин. Для получения тре-
П7
|
| Рис. 3.14 Захват с реечной передачей и гидроприводом |
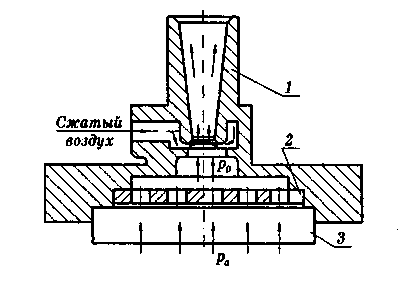
Рис. 3.15 Вакуумный захват,
работающий но принципу эжектора
буемого разряжения (вакуума) с остаточным давлением р0 ис-
пользуются сжатый воздух и эжектор 1. Пластина 3 находит-
ся под воздействием с одной стороны атмосферного давле-
ния ра, с другой давления р0 и поджимается силой, возника-
ющей от превышения атмосферного давления над р0. Работа
захвата по принципу эжектора исключает применение доро-
гостоящих и ненадёжных в работе вакуумных насосов. Ре-
шётка 2 служит для предупреждения затягивания мелких
предметов внутрь. Подобным образом работают вакуумные
зажимные устройства, методика расчёта которых представ-
лена в подразделе 9.4.
Проектирование захватов осуществляется поэтапно в оп-
ределённой последовательности. На первом этапе изучаются
объект захватывания и задачи по его перемещению, поворо-
ту, установке и другим действиям. Здесь следует изучить
свойства объекта (бьющийся, упругий, скользкий и т.п.),
форму поверхности, по которой будет осуществляться захва-
тывание, возможное распределение контактных сил и их
направления в различных положениях объекта.
На втором этапе необходимо определить дополнительные
требования, не связанные с процессом захватывания объек-
тов. К ним относятся температурный режим, степень загряз-
нённости заготовок (деталей) и среды, ограничения рабочей
зоны захвата. На основании этих требований принимаются
основные конструкторские решения, в том числе место раз-
мещения привода и захвата, определяется потребность в дат-
чиках, необходимость выполнения отдельных элементов из
упругих материалов и т.д.
Третий этап посвящается принятию конкретных реше-
ний по выбранной конструкции. Здесь рассматриваются ва-
рианты построения механической части, привода, датчиков.
Желательно использовать модульный принцип построения
конструкции, что упрощает её, делает более гибкой и легко
модернизируемой. Например, задачу передачи и изменения
движения можно решить с помощью гибкого вала, зубча-
той и цепной передач, пневмо- или гидросистем, карданной
передачи.
На четвёртом этапе в соответствии с принятыми реше-
ниями разрабатывается по модульному принципу конструк-
ция захвата. Здесь следует стремиться к удобству, надёжнос-
ти, экономичности и уменьшению подвижных элементов ус-
тройства.
Пятый этап заключается в рассмотрении возможности
установки на конце манипулятора двух или трёх захватов.
Такое решение освобождает от необходимости разработки
универсального, более сложного захвата для выполнения всех
операций. При этом возможно повышение производительно-
сти за счёт уменьшения количества перемещений манипуля-
тора. Например, робот переносит с помощью одного захвата
необработанную заготовку для установки в обрабатывающую
ячейку и возвращается назад с готовой деталью, захвачен-
ной вторым захватом.
Последний этап посвящается анализу созданной конст-
рукции и внесению в неё изменений в целях упрощения и
повышения эффективности захвата. Здесь следует решать
вопросы с позиций, что захват является связующим звеном
между ПР и технологическим оборудованием. Следователь-
но, конструкция захвата должна быть увязана с конструк-
цией оборудования и оснастки, с которыми робот вступает во
взаимодействие. Таким образом, создание захвата является
частью общего процесса проектирования роботизированной
технологической системы.
Расчёты точности положения деталей (заготовок) в ус-
тановочно-зажимных элементах, потребных сил зажима с
учётом массы перемещаемых объектов, прочности деталей,
кинематики перемещений захвата, его экономической эф-
фективности осуществляются аналогично расчётам, выпол-
няемым при проектировании технологической оснастки.
Следует учитывать, что хвостовая часть захвата должна со-
ответствовать размерам присоединительных поверхностей
робота.
Контрольные вопросы
1. Какие особенности присущи технологической оснастке
для станков-автоматов и полуавтоматов?
2. В чём суть требований к приспособлениям для автома-
тических линий?
3. Сформулируйте особенности приспособлений для стан-
ков с ПУ.
4. Какие приспособления используются на гибких робо-
тизированных комплексах и автоматических линиях?
В чём заключаются их особенности?
5. Способы установки приспособлений на станках с ПУ,
их особенности и применение.
6. Можно ли устанавливать заготовки непосредственно на
станках с ПУ? Как это делается?
7. Как определяется исходное положение инструмента от-
носительно установленной на станке с ПУ заготовки?
8. Каковы требования к точности и надёжности оснастки
для автоматизированного производства?
9. Опишите конструкцию захватов ПР.
10. Какие этапы проектирования осуществляются при
создании захватов ПР?
ГЛАВА 4
СИСТЕМЫ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
ДЛЯ ИНСТРУМЕНТА
4.1 Система приспособлений
для режущего инструмента
Станочные приспособления для инструмента можно под-
разделить на две основные системы, первая из которых пред-
назначена для установки режущего инструмента, вторая —
для инструмента, обеспечивающего обработку ППД.
В систему приспособлений для установки режущего ин-
струмента включаются различные переходные втулки (для
инструментов с конусными хвостовиками), оправки для кон-
цевых инструментов, цилиндрических и дисковых фрез, ра-
сточные скалки, державки инструментов для револьверных
станков, сверлильные и расточные патроны, резцедержате-
ли и другие приспособления. Многие из них стандартизова-
ны (нормализованы) и обычно входят в комплект оснастки,
поступающей на предприятие со станком.
В системе предусмотрены также специальные приспособ-
ления, позволяющие осуществлять быстрое снятие (смену)
инструмента, в том числе и без остановки шпинделя станка,
расширять технологические возможности оборудования, обес-
печивать прецизионную установку инструментов с внутрен-
ним подводом СОЖ, производить совмещённую многоинст-
рументную обработку при быстрой и точной установке инст-
рументов и блоках сменных наладок (многорезцовые блоки
и суппорты, револьверные и многошпиндельные головки).
На рисунке 4.1 показана оправка с выталкивателем, по-
зволяющая ускорять и упрощать снятие инструментов с ко-
нусными хвостовиками (концевых фрез, сверл, зенкеров,
развёрток). Хвостовик оправки имеет конусность 7:24 и зак-
репляется в шпинделе станка тягой 2. Инструмент 5 вместе с
винтом 3 конусной поверхностью устанавливается в оправ-
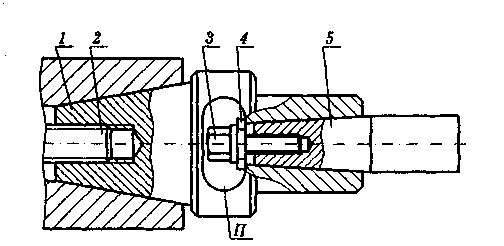
Рис. 4.1 Оправка с выталкивателем
ку 1. Через окно П в утолщённой части оправки быстросъём-
ная шайба 4 своим пазом надевается на винт 3 и после закру-
чивания его обеспечивает закрепление в оправке инструмен-
та 5. Для открепления и удаления инструмента винт 3 от-
кручивается, шайба 4 снимается, а при дальнейшем откру-
чивании винт 3 упирается головкой в стенку паза 77, вытал-
кивая инструмент 5 из конусного отверстия оправки. На ме-
сто инструмента 5 может устанавливаться державка для ци-
линдрических и дисковых фрез.
Рисунок 4.2, а иллюстрирует патрон для смены инстру-
мента без остановки шпинделя вертикально-сверлильного,
вертикально-фрезерного, радиально-сверлильного станков.
Сменный инструмент с насаженной цилиндрической втул-
кой 1, имеющей лунку, устанавливается в конусное отвер-
стие шпинделя конусным хвостовиком 3. При этом враще-
ние на инструмент передаётся через шарик 2. Для смены
инструмента рабочий левой рукой поднимает втулку 4 и пос-
ле западания шарика под действием центробежной силы в
выточку. Правой рукой вынимает разъединённый с корпу-
сом патрона инструмент. При установке нового инструмента
и опускании втулки 4 шарик 2 западает в лунку новой втул-
ки 1. Патрон безопасно работает при частоте вращения до
300 об/мин.
Для растачивания внутренних выемок в отверстиях на
станках с вертикальным расположением шпинделей исполь-
зуются специальные скалки 1 (рис. 4.2, б) с продольным па-
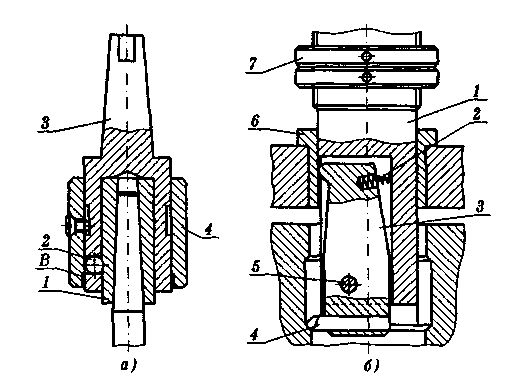
|
|
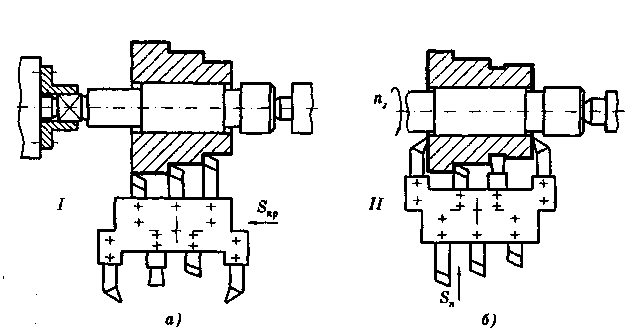
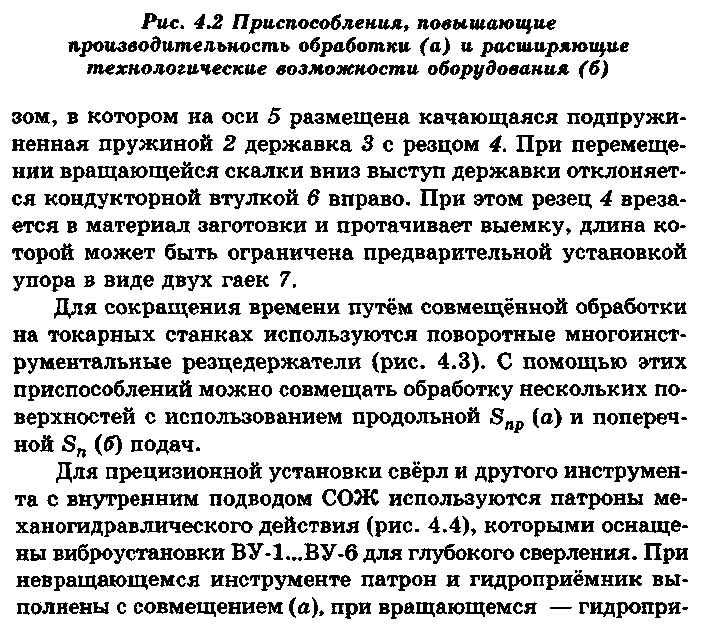
Рис. 4.3 Поворотный резцедержатель
в позиции I (а) и в позиции 11(6)
ёмник выполнен отдельно и установлен на шарикоподшип-
никах (б). При навинчивании гаек 2 на корпуса 6 патронов
втулка 4 удерживается от поворота шпонками 3. В этих ус-
ловиях плунжеры 15,18 создают гидростатическое давление
в полостях 16, 19 размещения гидропластмассы и за счёт де-
формации тонкостенных разрезных оболочек сменных вту-
лок 17, 21 обеспечивают зажим инструмента 1 разного диа-
метра. Резиновые втулки 18, 20 и кольца 5 (рис. 4.4, б) вы-
полняют роль уплотнений. Штуцеры 5, 10 предназначены
для подвода СОЖ от насосных станций оборудования.
Корпус 6 (рис. 4.4, а) соединён посредством резьбы с план-
шайбой 9, которая установлена на поршне-шпинделе 11 виб-
роголовки посредством радиального 8 и упорного 9 шарико-
подшипников. Гайка 7 предназначена для закрепления пат-
рона на поршне-шпинделе и регулировки затяжки подшип-
никового узла. На рисунке показана балка 13 с тензорезис-
тором 14 и закреплённый на корпусе 6 рычаг 12, который,
упираясь в балку 13, удерживает патрон от поворота. При
достижении критического момента на инструменте и соот-
ветствующей деформации банки и тензорезистора станок ав-
томатически отключается. Патрон (рис. 4.4, б) закреплён на
виброшпинделе 13 посредством резьбы и гайки 7. СОЖ через
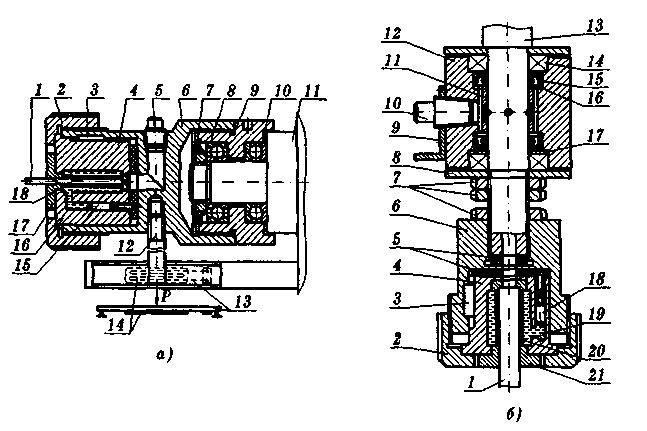
Рис. 4.4 Прецизионные механогидравлические патроны
с невращающимися (а) и вращающимися (б)
гидроприёмниками
штуцер 10 поступает в выточку втулки 11 и оттуда через
радиальные отверстия — в канал виброшпинделя 13. С помо-
щью крышек 8 и гаек 7 весь узел гидроприёмника, состоя-
щий из упорных шарикоподшипников 14, уплотнительных
манжет 15 и шайб 16, стягивается. При вращении шпинделя
станка гидроприёмник удерживается от вращения, угольни-
ком 9.
Прецизионный расточной патрон (рис. 4.5) позволяет об-
рабатывать внутренние и наружные цилиндрические повер-
хности, торцы расположенных внутри ступенчатых и дно
глухих отверстий, боковые поверхности радиальных кана-
вок и выточек, цилиндрические и конические отверстия.
Патрон состоит из корпуса 1 с хвостовиком для установки в
конусное отверстие шпинделя, например, координатно-рас-
точного станка и ползуна 9 с горизонтальными и вертикаль-
ными отверстиями, в которые могут устанавливаться инст-
рументы (резцы, алмазные наконечники, шаровые головки)
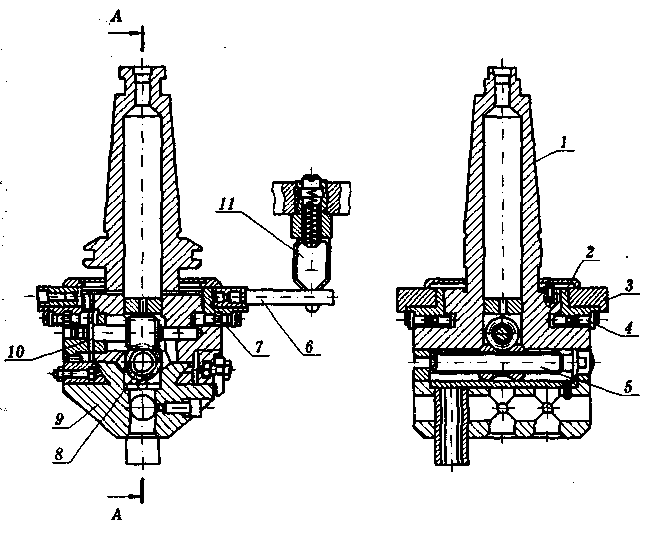
Рис. 4.5 Патрон для обработки, наружных и внутренних
цилиндрических, конических и плоских (торцовых)
поверхностей вращающимся инструментом
перпендикулярно или параллельно оси вращения шпинде-
ля. Кольцо 2 при помощи рукоятки 6 удерживается упором-
датчиком 11 от вращения. В кольце расположены штыри 4,
которые за счёт кольцевых выточек и шара 7 могут зани-
мать фиксированные положения «включено», «выключено».
Звёздочка-червяк 10 находится в корпусе и вращается
вместе с ним. Поворачиваясь, звёздочка-червяк своим зубом
сцепляется с включенным (вдвинутым внутрь) штырём и
поворачивается на один зуб. Угол поворота звёздочки-червя-
ка на один оборот корпуса определяется количеством вклю-
ченных штырей. Вращение звёздочки-червяка передаётся на
червячное колесо-гайку 8, при вращении которой закреплён-
ный неподвижно в ползуне винт б перемещает его в радиаль-
ном направлении. Требуемое положение штырей обеспечива-
ется при наладке приспособления, выпадание их предохра-
няется буртиками на кольце 3, которое закреплено непод-
вижно на кольце 2. На конце винта предусмотрен лимб с
ценой деления 0,005 мм для точной установки ползуна при
настройке на обработку цилиндрических поверхностей.
При обработке торцовых поверхностей могут устанавли-
ваться радиальные подачи 0,04 (включен один штырь), 0,08;
0,12; 0,16; 0,20; 0,24; 0,28; 0,32 (включены соответственно
2, 3, 4, 5, 6, 7 и 8 штырей) на оборот шпинделя как в направ-
лении от центра, так и в обратном направлении. Наибольшее
перемещение ползуна — 67 мм, наибольший диаметр обра-
ботки — 250 мм. Возможна комбинированная обработка ре-
занием и ППД за одну установку заготовки с обеспечением
отклонения от прямолинейности и перпендикулярности тор-
цовых поверхностей от 0,01 мм на диаметре 250 мм.
4.2 Конструкция многошпиндельных головок
Головки устанавливаются как на одношпиндельных вер-
тикально-сверлильных станках, так и на агрегатных и дру-
гих специальных станках для одновременной или последо-
вательной обработки отверстий в заготовке с одной или не-
скольких сторон.
По приводу шпинделей головки могут быть шестеренча-
того и кривошипного типов. В многошпиндельных головках
шестеренчатого типа шестерни (зубчатые колёса) могут рас-
полагаться в один или два яруса и иметь как наружное, так
и внутреннее зацепление. По специализации многошпиндель-
ные головки подразделяются на специальные и регулируе-
мые. Специальные головки имеют постоянное расположение
шпинделей. В регулируемых головках расположение шпин-
делей и расстояние между их осями можно по необходимос-
ти изменять.
На рисунке 4.6, а показана схема головки с постоянным
расположением шпинделей. Вращение от шпинделя станка
через конус 1 головки и центральное зубчатое колесо 2 пере-
даётся на зубчатые колёса 4 шпинделей 3. Корпус головки
для удобства сборки обычно выполняется из двух половин.
На верхней половине корпуса предусматривается раструб, с
помощью которого головка крепится на гильзе шпинделя
станка. Для получения правого вращения шпинделей голов-
ки шпиндель станка должен вращаться в левом направле-
нии. Для обеспечения подачи вниз при левом вращении шпин-
деля станка в цепь подачи приходится вводить промежуточ-
ное (паразитное) зубчатое колесо. В этом заключается недо-
статок головок описанной конструкции.
Недостаток предыдущей конструкции отсутствует в го-
ловках (рис. 4.6, б) с промежуточными зубчатыми колёсами.
Вращение от станка через конус 1 и зубчатое колесо 2 пере-
даётся на зубчатое колесо 4 шпинделя 5 через промежуточ-
ное (паразитное) колесо 3. В результате направление враще-
ния всех шпинделей головки совпадает с направлением вра-
щения шпинделя станка.
Схема головки кривошипного типа показана на рисун-
ке 4.6, в. Вращение от шпинделя станка через конус 1 пере-
даётся на кривошип 6, который входит в поводковую пли-
ту 4, поддерживаемую кривошипом 2. Рабочие шпиндели 3
имеют кривошипы такого же радиуса, как приводной криво-
шип 6. Шпиндели 3 приводятся во вращение от поводковой
плиты 4, которая может вращать любое конструктивно допу-
стимое количество шпинделей, расположенных в пределах
её габаритов. При движении поводковой плиты все её точки
описывают окружности радиусом, равным радиусу кривоши-
пов. При такой конструкции привода все шпиндели имеют
одинаковую частоту вращения.
На рисунке 4.6, г представлена схема регулируемой го-
ловки с шарнирно-телескопическими шпинделями. Держав-
ки 1 рабочих шпинделей можно передвигать в радиальном
направлении или перемещать по окружности нижней опор-
ной плоскости корпуса 3 головки. Компенсация изменения
расстояния между шарнирами 5 и 7 при перестановке шпин-
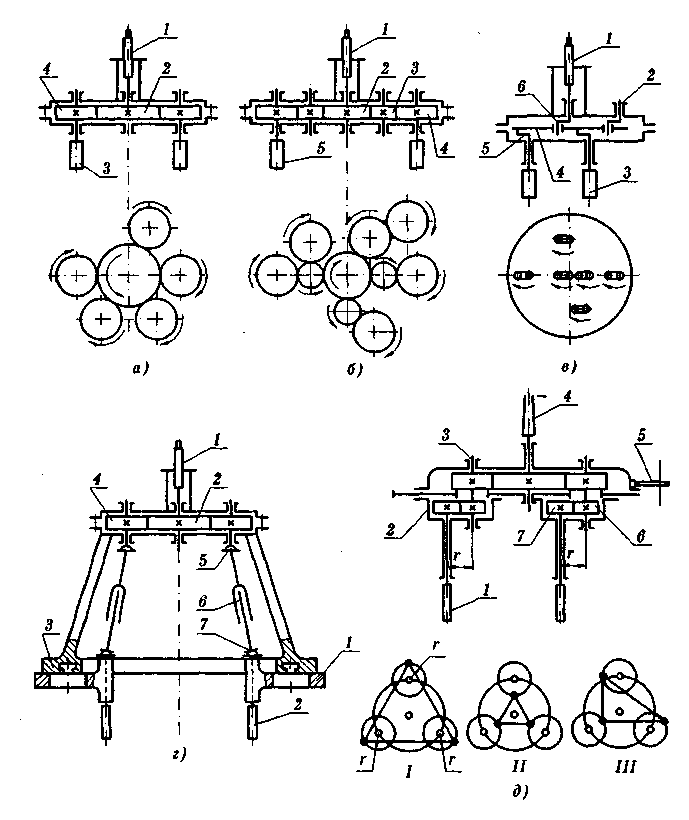
Рис. 4.6 Схемы многошпиндельных сверлильных головок:
а, б, в — специальные; г, д — регулируемые; шестеренчатые
а, б, г — с однорядным, д — с двухрядным расположением
колёс; а, г — с противоположным шпинделю станка
вращением шпинделей; б, в, д — с вращением шпинделей
Дата добавления: 2021-06-28; просмотров: 836;
Поиск по сайту
Узнать еще
- II. Отклонения расположения поверхностей
- III. Суммарные допуски формы расположения
- V. Схема разбора глагола
- А — растяжение; б — сжатие; в — изгиб; г — кручение (ориг.). На схемах внизу — смещение элементов (по С. Э. Хайкипу)
- А) технологическая схема работы бетоносмесительной установки; б) блок дозирования каменных материалов; в) смесительный блок
- Адитивний синтез кольору, схема синтезу, рівняння кольору, його аналіз
- Аномалия расположения и формы почек
- Б) схема оси развития, модифицированная в соответствии с представлениями структурной психосоматики -глубинные зоны перенесены к началу координат.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
