Профильным роликом (а) и схема копирного устройства (б)
регулярных микрорельефов, подповерхностный слой метал-
ла упрочняется, а мелкие поры и раковины закатываются.
После такой копирной обработки обеспечивается заданный
контур, улучшается качество поверхности, на 80 % повыша-
ется герметичность деталей, а их брак снижается с 27 до 2 %
(брак литья).
Основным требованием к копирам является длительное
сохранение своей формы за счёт высокой износостойкости ра-
бочей поверхности. Для этого часто рабочая поверхность ко-
пиров делается со сменной стальной закаленной (60...62 HRC9)
лентой, которая при изнашивании меняется на другую без
смены самого копира. Копиры изготавливаются из сталей
У12А, 9ХС с закалкой ТВЧ их рабочего контура, из сталей
20Х, 15ХН с цементацией и закалкой или из сталей 40Х,
45ХН со сменной лентой из сталей 70Г, 65С2ВА. Установи
используются для задания и контроля положения инструмен-
та при настройке и поднастройке технологической системы.
Установи (рис. 1.10, а, б, в) размещаются на корпусах при-
способлений; их рабочие поверхности располагаются ниже
обрабатываемых поверхностей, чтобы не мешать проходу над
ними обрабатывающих инструментов и длительное время со-
хранять свои размеры и качество поверхностей. Они изготав-
ливаются из сталей У7А, 20, 20Х, закаливаются или цемен-
тируются по слою толщиной 0,8...1,2 мм с последующей за-
калкой до твёрдости 56...61 HRCg. Допуски на основные раз-
меры установов 0,008...0,04 мм: качество рабочих и устано-
вочных поверхностей обеспечивается по Ra = 0,63... 1,25 мкм.
Примеры применения высотного для установки резца и
угловых для установки фасонной, цилиндрической и конце-
вой, фрез установов представлены на рисунке 1.10, в, г, д, е.
Правильное положение инструментов (резца и фрез) обеспе-
чивается введением между ними и рабочими поверхностями
установов 1 плоских или круглых щупов 2 и 3 заданных
толщины t и диаметра d.
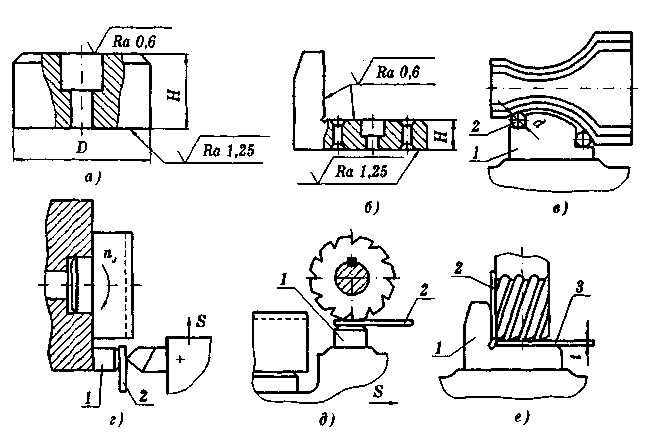
Рис. 1.10 Высотный (а), угловой (б) и фасонный (в) установ-
ки, и их применение в токарном (г), фрезерных (д, е) приспо-
соблениях с использованием плоских и цилиндрических щупов
1.5 Разновидности корпусов
Корпусы обеспечивают заданное относительное положение
всех элементов и устройств и объединяют их в единое целое —
приспособление. Они воспринимают силы обработки и зажи-
ма заготовки, вибрации, отводят тепло и т.д. Для выполнения
своего назначения корпусы должны обладать: высокой точно-
стью, прочностью и жёсткостью; способностью гашения (дем-
пфирования) вибрации, отвода тепла, стружки и СОЖ; воз-
можностью быстрой установки приспособления на оборудова-
ние без выверки: соответствием общей архитектуре оборудо-
вания, требованиям промышленной эстетики, техники безо-
пасности и охраны труда; простотой конструкции, дешевиз-
ной в изготовлении, удобством установки и снятия заготовок,
очистки, ремонта и обслуживания приспособлений.
Изготавливаются корпусы из серого чугуна (СЧ10, СЧ15 и
др.); сталей (СтЗ, Ст5, 35Л, 45 и др.); алюминиевых (АК4-1,
В95 и др.) и других лёгких сплавов; пластмасс и компаундов
на базе эпоксидных смол и других конструкционных матери-
алов. В зависимости от требований, конфигурации и материа-
ла используются различные методы изготовления корпусов и
их заготовок: литьё (чугун, сталь, алюминиевые, магниевые
сплавы, эпоксидные компаунды); вырезка из сортового мате-
риала (стальной, алюминиевый и магниевый прокат, пласт-
массы); ковка и штамповка (сталь, алюминиевые сплавы); свар-
ка (сталь, алюминиевые сплавы); сборка из отдельных дета-
лей (сталь, алюминиевые сплавы, текстолит, гетинакс и др.).
При выборе материала следует руководствоваться их свой-
ствами и требованиями к конкретным корпусам. Так, чугун
обладает хорошими демпфирующими и литейными свойства-
ми, стали — повышенной прочностью, алюминиевые и маг-
ниевые сплавы — лёгкостью, неметаллические материалы —
износостойкостью. Выбор метода изготовления необходимо
связывать с конфигурацией корпусов, которые могут быть в
виде плит, угольников, коробчатой и других форм, и их эле-
ментов. Удешевление приспособлений и сокращение сроков
их изготовления обеспечиваются использованием стандарт-
ных заготовок и элементов корпусов (рис. 1.11). Накладыва-
ет отпечаток на конфигурацию одного и того же корпуса ме-
тод его изготовления. Из рисунка 1.12 следует, что наиболее
простую конфигурацию имеют сборный и сварной корпусы.
Литьём выполняются преимущественно сложные по кон-
фигурации корпусы, сроки их изготовления длительны. Свар-
кой можно получать также сложные корпусы. Сроки их из-
готовления могут быть снижены, а масса уменьшена на 40 %.
Ковкой и резкой сортового материала изготавливаются кор-
пусы повышенной прочности, но простой конфигурации и
небольших размеров. Сборные корпусы обладают понижен-
ной жёсткостью из-за наличия стыков между элементами.
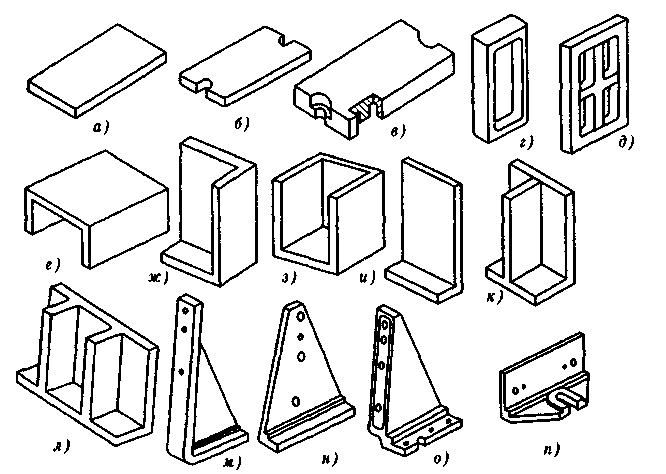
Рис. 1.11 Стандартные заготовки корпусов и их элементов:
а, б — плиты стальные; в — плита чугунная;
г, д — коробки; е — швеллер; ж — трёхгранник;
з — четырёхгранник; и — угольник; к, л — угольники
с ребрами; м, н, о — ребра; п — планка

Рис. 1.12 Варианты изготовления корпуса приспособления:
а — литьём; б — сваркой; в — сборкой из элементов;
г — ковкой
Быстрая и точная фиксация (ориентирование) корпусов
на столах станков без выверки обеспечивается обычно на-
правляющими шпонками (рис. 1.13, а), установленными в
пазах корпуса 1 со стороны его нижней плоскости и вводи-
мыми в Т-образные пазы стола 2. Крепление корпусов на сто-
лах может быть двух вариантов. По первому варианту на
корпусах 1 предусматриваются уступы (полочки) А, по кото-
рым они крепятся к столу 2 прихватами 3 (рис. 1.13, б). По
пторому варианту в корпусах 1 предусматриваются пазы (в
литых корпусах — ушки) В для прохода винтов 3, головки
которых входят в Т-образные пазы столов станков, а на резь-
бу накручиваются гайки 4.
На рисунке 1.13, г показано центрирование корпуса 1 в
виде планшайбы по цилиндрическому пояску шпинделя 2,
например токарного станка, с поджатием торца корпуса к торцу
шпинделя посредством накручивания одного на резьбовую
шейку другого. Рисунок 1.13, д иллюстрирует установку кор-
пуса 1 конусом Морзе в коническое отверстие шпинделя 2
гтпнка и закрепление его тягой 3. При установке (рис. 1.13, е)
корпус 1 центрируется по коническому пояску шпинделя 3 и
притягивается к нему винтами 2. Для обеспечения быстрой
остановки шпинделей быстроходных станков или реверсивно-
го их вращения используется установка корпуса 1 на кони-
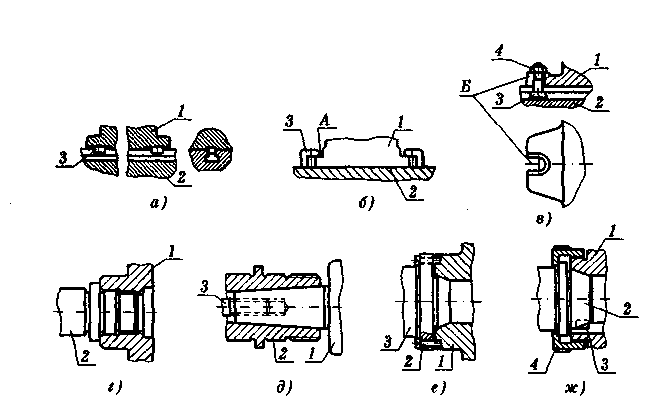
Рис. 1.13 Варианты фиксации и крепления корпусов
на станках:
а — фиксация корпуса по Т-образным пазам столов;
б, в — крепление корпусов прихватами и с помощью ушек
на столах, г, д, е, ж — фиксация (центрирование)
и крепление корпусов на шпинделях станков
ческий поясок шпинделя 2 со шпонкой 3 и стягиванием кор-
пуса со шпинделем посредством гайки 4 (рис. 1.13, ж).
Наиболее часто используется установка приспособлений
на шпиндели станков с помощью хвостовиков корпусов в виде
конусов Морзе с резьбовым отверстием (табл. 1.2).
Ниже приведён пример изготовления литьём корпуса
накладного кондуктора из компаунда на базе эпоксидно-диа-
новых быстротвердеющих смол. Для повышения прочности
в смолу вводятся различные наполнители (стекловолокно,
металлическая стружка и порошки) или арматура. Предел
прочности эпоксидных компаундов (без арматуры) составля-
ет при растяжении 60 МПа и при сжатии до 150 МПа. Эти
компаунды имеют хорошую адгезию к поверхности обезжи-
ренных металлов, легки, достаточно прочны, износостойки,
хорошо гасят вибрации, длительное время сохраняют свои
размеры, так как их усадка не превышает 0,05...0,1 %. От-
f
Таблица 1.2
Наружные конусы, Морзе приспособлений
| Конус Морзе | D, мм | а | dp, мм | 1\, ММ | h, мм | /з, мм | а, мм |
| 9,045 | 1°29'27" | 3,0 | |||||
| 12,065 | 1°25'43" | Мб | 3,5 | ||||
| 17,780 | Г25'50" | М10 | S | 5,0 | |||
| 23,825 | 1°26'6" | М12 | 5,0 | ||||
| 31,267 | 1°29'15" | М16 | 6,5 | ||||
| 44,399 | РЗО'26" | М20 | 6,5 | ||||
| 63,348 | 1°29'36" | М24 | 8,0 |
ливка может осуществляться в разовые формы из дерева,
гипса, картона.
Чаще всего используются эпоксидно-диановые смолы
ЭД-16 и ЭД-20 и отвердитель в виде полиэтиленполиамина,
который вводится в состав в количестве 0,28...0,63 моль на
0,16...0,20 моль смолы. В компаунд вводятся также напол-
нитель (массовая доля 0,74...2,2 моль) и пластификатор в
виде дибутилфталата, уменьшающего хрупкость и повыша-
ющего ударную вязкость и эластичность состава.
Иллюстрирует изготовление корпуса кондуктора для свер-
ления заготовки в виде пластины рисунка 1.14. Просверлен-
ная по разметке или на координатно-расточном станке заго-
товка 1 устанавливается на плиту 2. В её отверстия вставля-
ются штифты 3, изготовленные по диаметру отверстий кон-
дукторных втулок. На штифты надеваются до упора в плиту
кондукторные втулки 4, обработанные точно по чертежу лишь
по направляющей инструмент поверхности. Далее на плиту
ставится деревянная рамка 5, огораживающая заготовку со
всех сторон. В свободные полости закладывается алюминие-
вая стружка (наполнитель) и заливается смешанная с отвер-
дителем смола. Затвердевание компаунда 6 может осуществ-
ляться путём выдержки 10... 12 ч при комнатной температу-
ре или в термошкафах при температуре 373...393 К и выдер-
жке 4...6 ч.
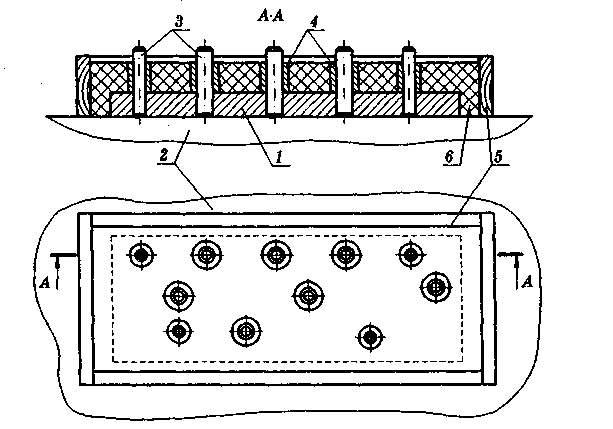
Рис. 1.14 Корпус кондуктора из эпоксидного компаунда
в процессе его отливки
С затвердеванием компаунда штифты, деталь и рамка
убираются и получается накладной кондуктор с установкой
его на заготовку в виде планки по контуру. В подобных слу-
чаях может предусматриваться также зажимное устройство.
После сверления партии заготовок кондуктор с присвоенным
номером может храниться в кладовой цеха до изготовления
следующей партии деталей.
1.6 Вспомогательные устройства и элементы
Служат для расширения технологических возможностей,
повышения быстродействия, удобства управления и обслу-
живания приспособлений. К вспомогательным относятся по-
воротные и делительные устройства с дисками и фиксатора-
ми; различные выталкивающие устройства (выталкиватели);
быстродействующие защёлки и откидные винты для крепле-
ния шарнирно установленных элементов приспособлений (на-
пример, кондукторных плит, планок); подъёмные механиз-
мы станочных приспособлений, обеспечивающие подъём и
опускание элементов приспособлений для обеспечения обра-
ботки заготовок на нескольких уровнях; тормозные устрой-
ства с прижимными механизмами; рукоятки; сухари; шпиль-
ки; маховички и другие детали.
С помощью поворотных, делительных и подъёмных уст-
ройств, применяемых в многопозиционных приспособлени-
ях, обрабатываемой заготовке придаются различные поло-
жения в системе координат станка. Делительные устройства
состоят из дисков, закрепляемых на поворотных частях при-
способлений, и фиксаторов (рис. 1.15). Наиболее просты по
конструкции, но наименее точны в работе и не воспринима-
ют крутящихся моментов шариковые фиксаторы (о). Они
состоят из шариков 1 и пружин 2, размещённых в непод-
вижных частях устройств, которые фиксируют положения
подвижных частей 3 при западании шариков под действием
пружин в их гнёзда.
Фиксаторы кнопочного типа (б) с цилиндрическими паль-
цами могут воспринимать крутящие моменты. Фиксация по-
ложения подвижных частей 3 обеспечивается при вхожде-
нии подпружиненных пальцев 1 в сменные втулки 2. Наибо-
лее точными являются фиксаторы реечного типа с коничес-
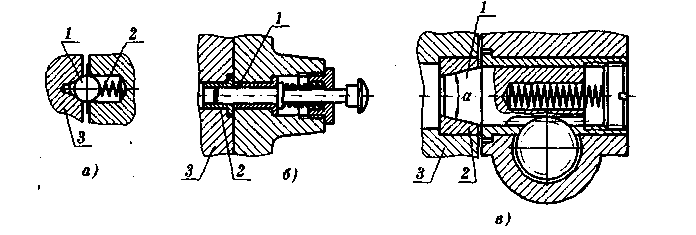
Рис. 1.15 Фиксаторы:
Ш, — шариковый; б, в — с вытяжными цилиндрическими
Дата добавления: 2021-06-28; просмотров: 579;
Поиск по сайту
Узнать еще
- II. ПЕРЕФЕРИЙНЫЕ УСТРОЙСТВА
- IV УСТРОЙСТВА ФИЛЬТРАЦИИ СИГНАЛОВ
- V. Схема разбора глагола
- А — растяжение; б — сжатие; в — изгиб; г — кручение (ориг.). На схемах внизу — смещение элементов (по С. Э. Хайкипу)
- А) технологическая схема работы бетоносмесительной установки; б) блок дозирования каменных материалов; в) смесительный блок
- Аварии на объектах обустройства
- Автоматизированные загрузочные устройства – важнейшая часть механообрабатывающей системы. Классификация устройств загрузки . Питатели.
- Автоматические устройства управления и регулировок приемника

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
