Фасонных литых корпусов из алюминиевого сплава АК9ч
Рис. 1.6 Пневматический цилиндр
нённого манясетами 7; шпилек 9. Диаметры цилиндров: 80,
100, 125, 200, 220, 250, 280, 320, 360, 400, 450, 500, 650,
800, 1000, 1250, 1600, 2000, 2500 мм. По виду крепления
предусмотрены пять исполнений пневмоцилиндров: на пере-
днем или заднем фланцах, на лапах, на проушине, на цапфе.
Кроме описанных выше приводов, используются магнит-
ные и электромагнитные, электромеханические, центробеж-
но-инерционные приводы и приводы от движущихся элемен-
тов станков и сил, возникающих при обработке, а также руч-
ные приводы зажимных устройств.
Силовой расчёт приспособления состоит из определения
потребных зажимных сил W на зажимных элементах, расчё-
тов зажимного устройства и привода.
1-4 Элементы для направления и задания
положения инструмента
Вкачестве элементов для направления и обеспечения
кинематики перемещения инструмента используются кондук-
торные втулки для свёрл, зенкеров, разверток, дорнов; на-
правляющие втулки для расточных борштанг и копиры. К
элементам для задания и контроля положения инструмента
относятся высотные и угловые установы и установы для фа-
сонного инструмента. Кондукторные втулки используются в
сверлильных и других приспособлениях для обработки от-
верстий (кондукторах). Втулки для направления и повыше-
ния жёсткости борштанг применяются в расточных приспо-
соблениях. Копиры находят применение в приспособлениях
для обработки заготовок на токарных, фрезерных и других
станках. Установы используются в конструкциях токарных,
фрезерных и других приспособлений.
Применение кондукторных втулок устраняет разметку,
уменьшает увод (искривление) оси и разбивку обрабатывае-
мого отверстия. При этом точность диаметра отверстий по-
вышается в среднем на 50 %. Втулки могут быть гладки-
ми — тип I и с буртами — тип II, постоянными (рис. 1.7, а),
сменными, быстросменными и специальными (рис. 1.7, б, в,
г, д). Постоянные втулки впрессовываются в кондукторные
плиты приспособлений, сменные и быстросменные — уста-
навливаются в постоянные втулки с зазором и используются
при обработке отверстий несколькими инструментами.
Для изготовления втулок при обработке отверстий диа-
метром до 25 мм используются стали У10А, У12А, 9ХС; при
обработке отверстий диаметром более 25 мм — стали 20, 20Х
и другие.
К втулкам предъявляется три основных требования: точ-
ность, износостойкость, качество отделки поверхностей. Точ-
ность цилиндрических внутренней направляющей и наруж-
ной посадочной поверхностей обычно обеспечивается по 7,
8-му квалитетам, смещение их осей (эксцентриситете) не дол-
жно превышать 0,005 мм; перпендикулярность контактиру-
ющего с кондукторной плитой торца бурта относительно ци-
линдрической посадочной поверхности — 0,002...0,005 мм.
Допуски на диаметр отверстия для прохода свёрл и зенкеров
устанавливаются с обеспечением посадки F8/W5, а для про-
хода развёрток и дорнов по посадке G7/h6 в системе вала.
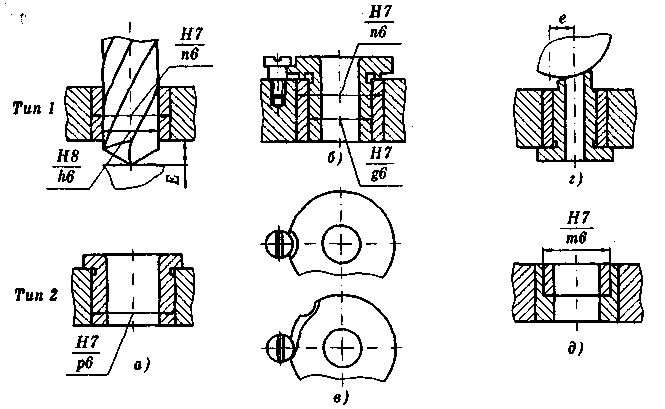
Рис. 1.7 Кондукторные втулки
а — постоянные типа I и II; б, в — сменные и
быстросменные; г — постоянные, армированные твёрдым
сплавом; д — специальная для сверления смещённых
отверстий на заготовках — телах вращения
При высокой точности расположения оси отверстия (0,05 мм
и менее) допуск на направляющее отверстие назначается из
условия обеспечения посадки H7/h6. В таблице 1.1 приведе-
ны допуски на изготовление и износ втулок при сверлении
отверстий с точностью НИ. При сверлении отверстий с точ-
ностью Н12...Н14 приведённые в таблице 1.1 допуски на из-
нос могут быть расширены на 50...200 % .
Таблица 1.1
Допуски на изготовление и износ кондукторных втулок, мкм
| Допуск | Номинальный диаметр отверстия, мм | ||||||
| 1...3 | 3...6 | 6...10 | 10...18 | 18...30 | 30...50 | 50...80 | |
| На изготовление /5 | |||||||
| На износ у |
Износостойкость кондукторных втулок обеспечивается
закалкой до твёрдости 63...66 HRCd или цементацией слоя
толщиной 0,9...1,3 мм и закалкой до той же твёрдости: от-
делкой рабочей направляющей поверхности; возможным ар-
мированием их нижней части кольцами из твёрдого сплава
типа ВК6, ВК8М (рис. 1.7, г): увеличением их длины до шага
винтовых канавок сверла, что повышает также точность на-
правления инструмента; обеспечением зазора т между ниж-
ним торцом втулок и поверхностью заготовок, который при-
нимается при сверлении сталей и других вязкопластичных
материалов т = d, при сверлении хрупких материалов
т = (0,3...0,5)d, при зенкеровании т = (0,2...0,3)d, при раз-
вёртывании т < 0, Id (здесь d — диаметр отверстия втул-
ки, мм).
Допуск на износ втулок может приниматься по табли-
це 1.1 или из условия, что пределом износа втулок можно
считать нижнее (максимальное) значение допуска на диа-
метр просверливаемого отверстия, а при сверлении крепёж-
ных отверстий — до 0,2...0,3 мм. Ориентировочный срок
службы кондукторных втулок — 10... 15 тыс. сверлений при
длине отверстий I < d. Средняя интенсивность изнашивания
кондукторных втулок при сверлении отверстий диаметром
10...20 мм на 10 м пути составляет при обработке серого
чугуна 3...5 мкм; стали 40 — 4...6 мкм; алюминиевых спла-
вов — 1...2 мкм. Износостойкость втулок, армированных
твёрдым сплавом, возрастает в 5...8 раз.
Качество отделки втулок обеспечивается шлифованием
посадочной цилиндрической и торцовой контактирующей с
плитой поверхностей до Ra = 0,12...1,25 мкм. Направляю-
щее отверстие обрабатывается до Ra = 0,08—0,32 мкм.
Втулки стандартизованы и устанавливаются по посадкам
W7/n6, H7/p6, H7/m6 в кондукторные плиты, которые могут
быть по связи с корпусом приспособления постоянными (жёс-
ткая связь с корпусом), шарнирными, съёмными (чаще всего
накладные кондукторы), подвесными (используются в комп-
лекте с многошпиндельными головками), подъёмными (в
скальчатых кондукторах). Толщина плит обычно 20...30 мм,
материал — серый чугун марки СЧ18, сталь марки СтЗ, 35,
алюминиевые сплавы марки АК4, эпоксидные компаунды.
Плиты могут изготавливаться из проката, литьём, штампов-
кой и снабжаться рёбрами для повышения жёсткости.
Направляющие втулки для расточных борштанг могут
быть неподвижными и вращающимися. На рисунке 1.8, а
представлена конструкция расточного приспособления с не-
подвижными втулками 3 и 7, установленными в стойках 2
и б по посадке Н7/т6. Борштанга 4 с двумя резцами разме-
щена во втулках 3 и 7 и предназначена для одновременного
растачивания отверстий заготовки 5, установленной по плос-
кости и двум отверстиям на установочные элементы корпу-
са 8, ориентация которого обеспечивается направляющими
шпонками 9 относительно Т-образных пазов стола расточно-
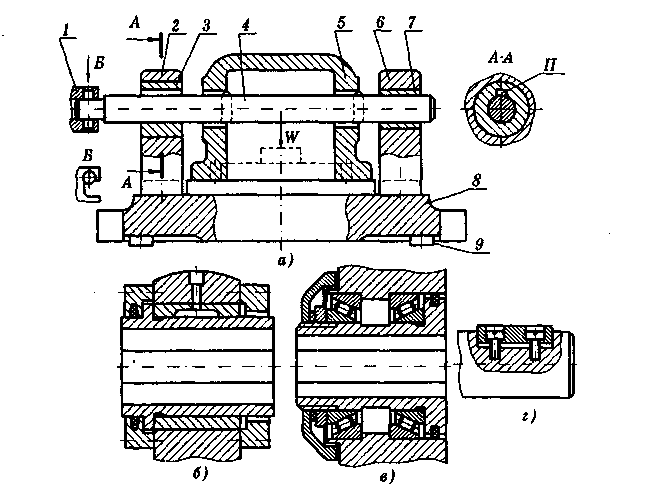
аис. 1.8 Схема расточного приспособления с неподвижными.
втулками (а), вращающиеся направляющие втулки
и борштанга с плавающей шпонкой (б, в, г)
го станка. Вращение борштанге придаётся шпинделем 1 по-
средством его паза и штифта на борштанге. Для прохода рез-
цов при введении борштанги в отверстия втулок в первой из
них предусмотрен паз П. На рисунке 1.8, б представлена
вращающаяся втулка с подшипником скольжения, зона ко-
торого защищена крышками от попадания стружки и дру-
гих загрязнений. Рисунок 1.8, в, г иллюстрирует вращаю-
щуюся на подшипниках качения втулку и конец борштанги
с плавающей (подпружиненной) в радиальном направлении
шпонкой. Во вращающихся втулках предусмотрены шпоноч-
ные пазы, в которые входят шпонки борштанг для передачи
им вращения. Для облегчения попадания в пазы втулок
шпонки делаются плавающими или со скошенными краями.
Роль копиров — направлять обрабатывающий инструмент
для обеспечения заданной траектории его перемещения в
соответствии с контуром фасонной обрабатываемой поверх-
ности. На рисунке 1.9 показано устройство для комбиниро-
ванной обработки обтачиванием с последующим обкатыва-
нием или виброобкатыванием фасонной поверхности корпу-
са аппаратуры по копиру и процесс его вибронакатывания
на токарно-винторезном станке мод. 16К20. Корпус 3 отвер-
стием большей горловины устанавливается на палец план-
шайбы 2 передней бабки и через съёмную планшайбу 8 под-
пирается вращающимся центром 9 задней бабки. Попереч-
ная каретка суппорта отключается от винта подачи. При по-
мощи натяжного устройства, состоящего из кронштейнов,
шкивов, троса и груза 6, ролик 7, соединённый с суппортом
станка, постоянно контактирует с установленным на раме 4
копиром 5. При продольном перемещении с подачей <S суп-
порт, а вместе с ним установленное в резцедержателе 10 при-
способление 1 с профильным роликом для вибронакатыва-
ния, как и резец для обтачивания, описывают кривую в со-
ответствии с рабочим контуром плоского копира 5. При этом
фасонная поверхность корпуса после обтачивания виброоб-
катывается, на поверхности образуется равномерная по фор-
ме неровностей и их расположению микрогеометрия в виде
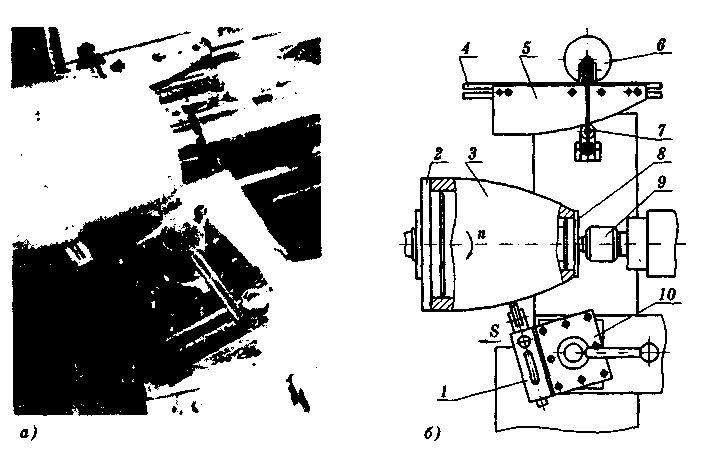
Рис. 1.9 Отделочно-упрочняющая обработка
фасонных литых корпусов из алюминиевого сплава АК9ч
Дата добавления: 2021-06-28; просмотров: 594;
Поиск по сайту
Узнать еще
- Геохимия магматических горных пород и соответственно – высокотемпературных процессов в силикатных расплавах (процессов магмогенеза).
- Детерминанты семейного воспитания казачества и образовательной системы кадетских корпусов.
- Диффузия в стёклах и стеклообразующих расплавах
- Диффузия катионов в расплавах стёкол
- Заготовки для изготовления корпусов
- Изменение условий кристаллизации сплава
- Конструирование корпусов редукторов,
- Кристаллизация сплавов. Основные фазы в сплавах.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
