С автоматическим поворотом зажимного элемента
(прихвата)
имеется винтовой паз, в который входит штифт 3. Поршень 8
цилиндра 9 установлен на хвостовике прихвата 1. В крыш-
ке 5 цилиндра 9 предусмотрены два направляющих штыря 6,
препятствующих повороту поршня 4 вокруг оси. При разжи-
ме обрабатываемой заготовки масло подаётся в полости виг,
а полости в дне цилиндра 9 соединяются со сливом. При этом
поршень 8 поднимается вверх, а поршень 4 опускается вниз;
прихват 1 поднимается вверх и поворачивается, открепляя
заготовку. Для зажима заготовки прихват 1 поворачивается
в рабочее положение, масло подаётся в полости дне, при
этом полости в и г соединяются со сливом.
Одна из конструкций пневмогидравлического агрегатно-
го устройства приведена на рисунке 1.30. Поршень 3 в ци-
линдре 2 под давлением воздуха, поступающего через шту-
цер 1, перемещается вправо, создавая за счёт сжатия пружи-
ны 7 подвижной шайбы 6 в полости г, заполненной маслом,
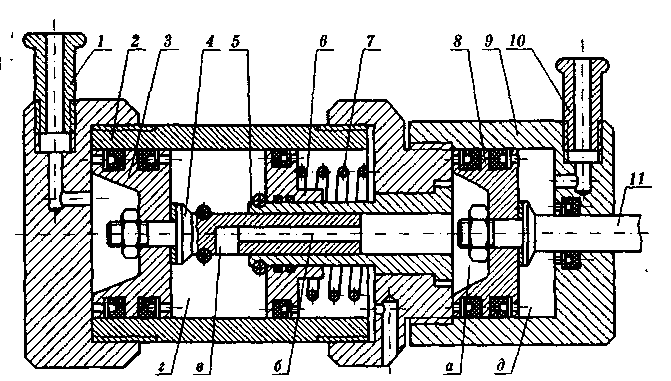
Рис. 1.30 Пневмогидравлический привод
сравнительно небольшое давление. Масло через окно в и ка-
нал б в штоке 4 вытесняется в полость а гидроцилиндра 9.
При этом поршень 8 быстро перемещается вправо до контак-
та прикреплённого к штоку 11 зажимного элемента с заго-
товкой. За счёт описанного действия зажимный элемент при-
способления быстро подводится к заготовке. Увеличение дав-
ления масла в гидроцилиндре 9 достигается в конце хода
поршня 3, когда окно в штока 4 полностью войдёт во втул-
ку 5 и практически перекроется. Заготовка при этом будет
зажата с большой силой. Обратный ход штока 11 привода
осуществляется при подаче сжатого воздуха в полость д гид-
роцилиндра 9 через штуцер 10. При равенстве диаметров пнев-
мо- и гидроцилиндров (2 и 9) устройство позволяет получить
на штоке 11 гидроцилиндра силу, в 200...250 раз большую,
чем на штоке 4 пневмоцилиндра.
Прямоугольные магнитные плиты с постоянными кера-
мическими магнитами предназначены для закрепления сталь-
ных и чугунных заготовок при обработке на плоскошлифо-
вальных, фрезерных, строгальных и других металлорежу-
щих станках, а также при выполнении слесарных операций.
Плиты с оксидно-бариевыми магнитами, как правило,
имеют два магнитных блока1* (рис. 1.31): неподвижный 8 и
подвижный 7. Блок 7 может перемещаться внутри корпуса 5
при помощи силового механизма, состоящего из рейки 3,
соединённой с подвижным блоком 7, реечного колеса-вала 2
с надетой на его конец рукояткой 9. Для снижения сил, не-
обходимых для сдвига подвижного блока, в подобных конст-
рукциях магнитных плит обычно предусматриваются направ-
ляющие качения.
Магнитные блоки представляют собой сборочные едини-
цы, собранные из стальных пластин 6 и магнитов 4, причём
в блоке эти детали чередуются между собой так, чтобы к
каждой стальной пластине прилегали магниты с одинаковой
полярностью. Поэтому полярность стальных пластин (полюс-
ников) получается вполне определённой и чередующейся.
При положении подвижного магнитного блока, показан-
ного на рисунке 1.31, полярность полюсников одинакова,
т.е. под северным помостком неподвижного магнитного блока
расположен северный полюсник подвижного блока, а под
южным — южный. В этом случае плита включена. Маг-
нитный поток от полюсников блоков проходит в полюсники
адаптерной плиты 1, в заготовку и дальше по полюсникам
другой полярности к магнитам блоков. Заготовка притяну-
та к плите.
Для выключения плиты блок 7 необходимо переместить
вдоль оси плиты ровно на один шаг. При этом под каждым
полюсником верхнего неподвижного магнитного блока 8 дол-
жен встать полюсник блока 7 с противоположной полярнос-
тью. При таком расположении блоков магнитный поток про-
ходит внутри их и не выходит наружу (в заготовку). Сред-
няя удельная сила притяжения на полюсе плиты во вклю-
ченном состоянии составляет не менее 30 Н и может дости-
О
гать 150 Н на 1 см площади полюсника (в выключенном
11 Плиты с литыми постоянными магнитами обычно выполняются с од-
ним магнитным блоком, а магнитные призмы — с одним магнитом.
состоянии остаточная сила притяжения не превышает 0,5 Н
на 1 см2).
Магнитные плиты и патроны позволяют непосредствен-
но устанавливать и закреплять заготовки ограниченной но-
менклатуры с большой плоской базовой поверхностью. Од-
нако такие заготовки в машиностроении применяются ред-
ко. Наиболее широко магнитные плиты и патроны применя-
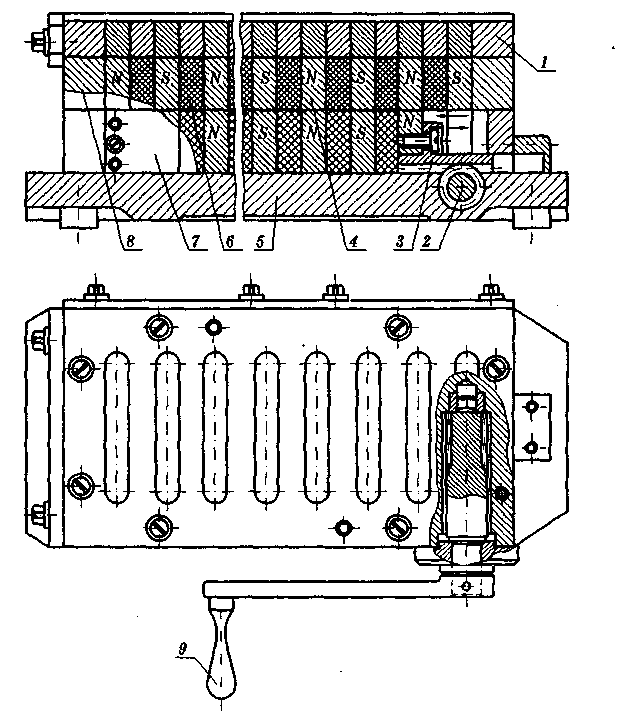
Рис. 1.31 Схема плиты
с оксидно-бариевыми магнитами
ются в качестве базовых частей универсально-наладочных
приспособлений, на которые устанавливаются сменные спе-
циализированные или специальные наладки-переходники.
Дата добавления: 2021-06-28; просмотров: 606;
Поиск по сайту
Узнать еще
- Автоматическими регуляторами возбуждения (АРВ)
- Алгоритм анализа последствий неадекватного поведения элемента на смежный с ним
- Анализ возможных последствий неадекватного поведения элемента на смежные элементы
- Аналитический метод определения усилий в элементах ферм
- Базис И, ИЛИ, НЕ. Свойства элементарных функций алгебры логики
- Булевы функции, способы их задания. Элементарные функции. Алгебра логики, ее формулы
- Взаимодействие титана с элементами Периодической системы
- Взаимодействия между минеральными элементами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
