И коническими пальцами соответственно шпоночного
И реечного типов
кими пальцами (в). Для повышения износостойкости и со-
хранения точности фиксации подвижных частей 3 приспо-
соблений подпружиненные пальцы 1 и сменные втулки 2
закаливаются или цементируются и закаливаются до твёр-
дости 56...61 HRCq. Управление фиксатором осуществляется
с помощью рейки на боковой поверхности пальца 1, реечно-
го колеса и рукоятки.
|
| Рис. 1.16 Специализированная делительная головка |
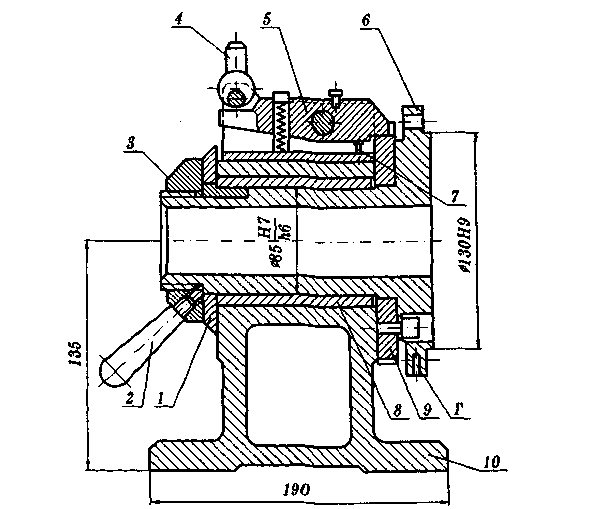
На рисунке 1.16 показана специализированная наладоч-
ная делительная головка. Она обеспечивает поворот на за-
данные углы шпинделя 6 и имеет делительное устройство,
состоящее из диска 9, фиксатора в виде подпружиненной
защёлки 5 и эксцентрикового устройства 4 вывода фикса-
тора из паза делительного диска. Для разгрузки делитель-
ного механизма от крутящего момента и исключения виб-
рации при обработке заготовок предусмотрено прижимное
(тормозное) устройство в виде гайки 3 с рукоятками 2 и
резьбового пояска шпинделя 6, которое при вращении гай-
ки 3 поджимает торцы диска 9 и лимба 1 к торцовым по-
верхностям корпуса 10. При этом подвижная система за-
тормаживается, а защёлка 5 и диск 9 разгружаются от дей-
ствия моментов и сил.
Описанное устройство в комплекте с задней бабкой ис-
пользуется для фрезерования лысок, пазов у заготовок типа
втулок, размещённых пакетом на оправке, на горизонталь-
но-фрезерных станках. Для изменения углового (повернуто-
го относительно оси) положения заготовок оправка, разме-
щённая в конусном отверстии шпинделя 6 и поджатая цент-
ром задней бабки, при отжатой гайке 3 и выведенной из паза
диска 9 защёлки 5 поворачивается рукояткой, вставляемой
в радиальные отверстия Г фланца шпинделя. При этом за-
щёлка автоматически под действием пружины заскакивает в
очередной паз диска 9. Ударное действие защёлки при заска-
кивании в пазы воспринимает упор 7.
|
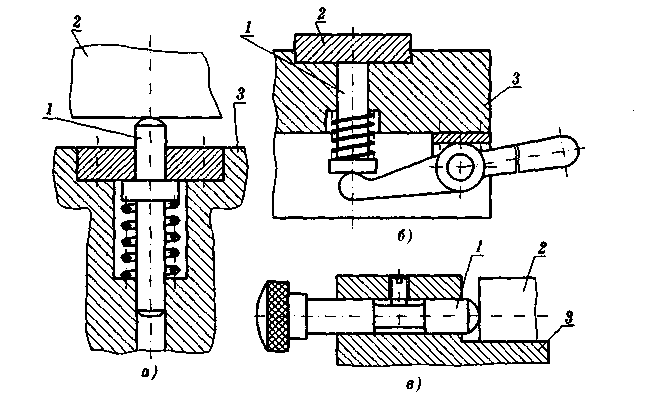
| Рис. 1.17 Выталкиватели: а — пружинный; б — рычажный; в — кнопочный |
Выталкиватели 1 (рис. 1.17) обеспечивают ускорение сня-
тия обработанных заготовок 2 из корпусов 3 приспособлений.
Подъёмные устройства используются для обеспечения
двухпозиционной обработки заготовок и сборки изделий в
одном приспособлении, подъема кондукторных плит в скаль-
чатых кондукторах, обеспечения прохода концов борштанг
через направляющие втулки без продольных канавок рас-
точных приспособлений и других целей. Они могут монтиро-
ваться на станках вне приспособлений и в приспособлениях.
В таких устройствах применяются рычажные и реечные ме-
ханизмы, пневматические и гидравлические цилиндры с дву-
мя фиксированными положениями поршня по высоте.
1.7 Универсальные приспособления
Универсальные приспособления, сборочные единицы и де-
тали общего применения регламентированы ГОСТ 31.0171.01-91
и альбомами А31.0175.40-91, А31.0175.41-91; а универсально-
наладочные приспособления — ГОСТ 31.0151.01-90.
Универсально-безналадочные приспособления имеют по-
стоянные регулируемые установочно-зажимные элементы и
предназначаются для установки различных по форме и раз-
мерам заготовок со сравнительно простыми схемами базиро-
вания. Они наиболее распространены в единичном и мелко-
серийном производствах, а при малых коэффициентах заг-
рузки (менее 0,5) одной операцией рентабельны во всех ти-
пах производств. Представителями этих приспособлений яв-
ляются универсальные патроны, тиски, центры, универсаль-
ные поворотные и делительные столы и делительные стой-
ки. Некоторые универсальные приспособления стали неотъем-
лемой принадлежностью станков (например, трёхкулачковый
патрон к токарному, тиски к фрезерному сверлильному стан-
кам и т.д.).
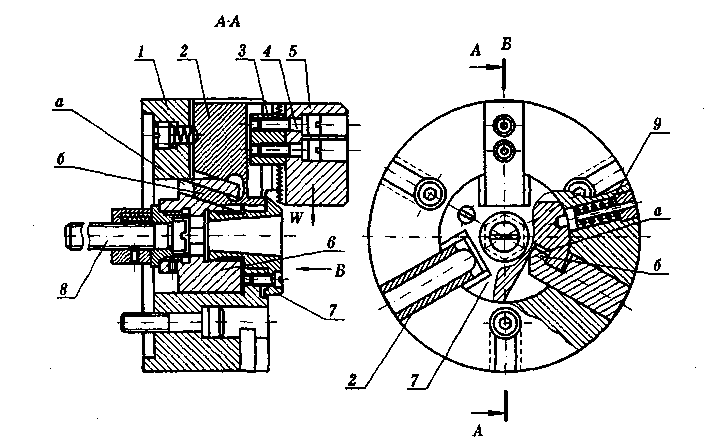
На рисунке 1.18 представлен четырёхкулачковый пат-
рон с одновременным перемещением кулачков к оси патрона
и от неё. Привод (обычно пневматический) располагается на
заднем конце шпинделя токарного станка. При перемеще-
нии влево шток привода через тягу и винт 1 передвигает
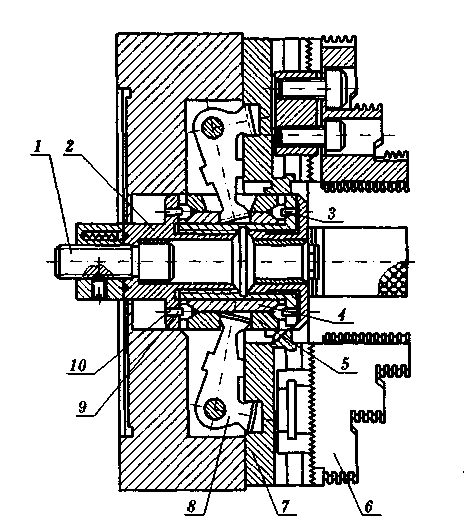
Рис. 1.18 Универсальный четырёхкулачковый рычажный
патрон, действующий от механизированного привода
втулку 2 вдоль оси. При этом втулки 2 и 10 воздействуют на
плавающие секторы 3 и 9, в свою очередь передвигающие
втулки 4 и 5 с диаметрально расположенными пазами, в ко-
торых размещены длинные плечи рычагов 8. Каждая из вту-
лок 4 и 5 связана только с одной парой рычагов 8. При пере-
мещении этих втулок влево под воздействием плавающих
секторов 3 и 9 поворачиваются рычаги 8. При этом короткие
плечи рычагов подвигают, основные и вспомогательные ку-
лачки 7 и б к оси патрона, зажимая заготовку. При переме-
щении вправо шток привода через тягу и винт 1 передвигает
втулки 2 а 10, которые через плавающие секторы 3 и 9 сме-
щают втулки 4 и 5 вправо. В этом случае рычаги разводят
кулачки 7 и 6, разжимая заготовку.
Широкое распространение получили клиновые и рычаж-
но-клиновые трёх- и двух кулачковые самоцентрирующие
патроны с пневмоприводом, обладающие повышенными жё-
сткостью и износостойкостью. На рисунке 1.19 показан трёх-
кулачковый самоцентрирующийся механизированный пат-
рон, используемый для обработки заготовок на станках то-
карно-револьверной группы и многошпиндельных полуавто-
матах.
В пазах корпуса 1 установлены три кулачка 2, к кото-
рым винтами 4 и сухарями 3 прикреплены кулачки 5. Втул-
ка 6 винтом 8 и тягой, размещённой в отверстии шпинделя
станка, соединена со штоком привода (обычно пневматичес-
кого). В ней предусмотрены три паза а с углом 15 °, в кото-
рые входят наклонные выступы 6 кулачков 2, образуя кли-
новые сопряжённые пары.
|
| Рис. 1.19 Универсальный трёхкулачковый клиновой патрон, приводимый в действие механизированным приводом |
Заготовка зажимается в патроне при перемещении што-
ка привода влево. При этом через тягу и винт 8 движение
передаётся на втулку 6, которая смещает выступы кулач-
ков 2 по наклонным пазам а к оси патрона. Сменные кулач-
ки 5 также перемещаются к центру патрона и зажимают об-
рабатываемую заготовку. Открепление заготовки происходит
при движении штока привода вправо, который через тягу
перемещает вправо и втулку 6. Выступы 6 кулачков 2 сме-
щаются по наклонным пазам а втулки 6 в направлении от
оси патрона, сменные кулачки расходятся, и заготовка от-
крепляется.
Для замены кулачков втулку 6 торцовым ключом, встав-
ляемым в её шестигранное отверстие, поворачивают при
отведённом подпружиненном штифте 9 против часовой стрел-
ки на угол 15 °. После этого кулачки 2 выводят из пазов
корпуса 1 и вынимают. Втулка 7 предназначена для пре-
дохранения патрона от засорения и при замене кулачков
снимается.
Широко распространены в машиностроении также тис-
ки. Универсальность, компактность и возможность обеспе-
чения необходимых сил зажима позволяют широко исполь-
зовать тиски для оснащения фрезерных, расточных, свер-
лильных и других станков. Машинные тиски можно разде-
лить на ручные с винтовым или эксцентриковым зажимами
и механизированные с пневмо- или гидроприводами. По кон-
струкции они делятся на три группы: с одной, двумя под-
вижными губками и с плавающими губками; по направле-
нию развиваемой силы — на тиски с толкающей и тянущей
губкой.
Предварительная настройка тисков (рис. 1.20) для сво-
бодной установки заготовок между губками выполняется при
помощи винта 1 с левой и правой резьбой. Заготовка закреп-
ляется за счёт подачи воздуха в верхнюю полость пневмока-
меры. При этом шток 10, перемещаясь вниз, поворачивает
рычаг 9 против часовой стрелки, который перемещает тол-
кнтель 8 вправо. Последний, упираясь в стенку полости под-
нижной губки 16, сдвигает её в направлении неподвижной
губки 7. Пружина 11 предназначена для возвращения под-
вижной губки в исходное положение при раскреплении заго-
товки. Описанные тиски имеют поворотное устройство.
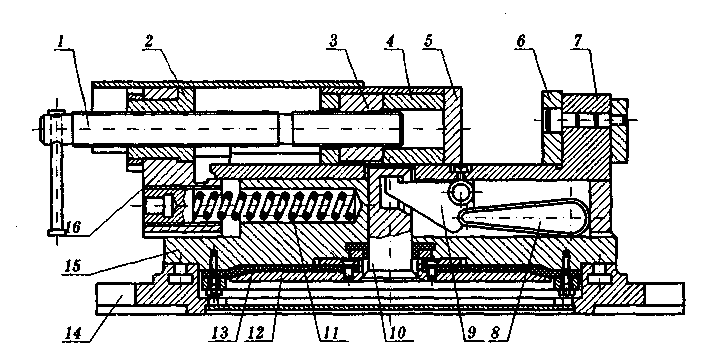
Рис. 1.20 Универсальные тиски со встроенной пневлюкамерой:
1 — винт; 2,3 — гайки; 4 — установочный ползун;
5, 6 — пластины соответственно подвижной и неподвижной
губок; 7 — неподвижная губка; 8 — толкатель; 9 — рычаг;
10 — шток; 11 — пружина; 12 — диск; 13 — диафрагма
пневмокамеры; 14 — основание; 15 — корпус поворотной
части; 16 — подвижная губка
Универсально-наладочные приспособления (УНП) состо-
ят как бы из двух частей — постоянной (базовой) и меняю-
щейся (сменные наладки). Эти приспособления целесообраз-
но применять не только в серийном, но и в массовом произ-
водствах, если коэффициент загрузки одной операцией не
превышает 0,5.
В базовую часть входят: корпус с элементами для базиро-
вания и закрепления сменных наладок, зажимной механизм
с ручным или механизированным (встроенным или прикреп-
ляемым) приводами. Сменные наладки — это сборочные еди-
ницы, предназначенные для установки заготовок, а в кон-
дукторах и для направления инструмента. В корпусе они ба-
зируются с помощью Т-образных и шпоночных пазов, уста-
новочных пальцев и штифтов.
Базовые части УНП стандартные, изготавливаются на
специализированных заводах технологической оснастки и
поставляются по заявкам машиностроительных предприятий.
Проектирование и производство сменных наладок организу-
ется непосредственно в инструментальных цехах предприя-
тий. Они предназначены для установки конкретной по фор-
ме и размерам заготовки. При этом каждая из наладок, вхо-
дящих в комплект одной базовой части, может иметь схему
базирования, отличную от других.
При смене объекта производства утилизируются только
сменные наладки, базовая же часть, не изношенная физи-
чески, используется в комплекте с другими наладками для
обработки заготовок других деталей. За счёт этого достигает-
ся значительная экономия металла и других средств.
Существуют разновидности универсально-наладочных
тисков. Тиски с одной подвижной губкой и синусные пред-
назначаются для обработки мелких и средних заготовок де-
талей. Первые могут быть с ручным (первый тип), гидравли-
ческим (второй тип) и пневматическим (третий тип) приво-
дами. Наладки устанавливают на губках с фиксацией и креп-
лением в Т-образных пазах и с фиксацией по шпоночным
пазам и креплением винтами. Тиски третьего типа имеют
Т-образные пазы на корпусе между губками. Схемы таких
тисков и одной из наладок показаны на рисунке 1.21. На-
ладка для установки и фрезерования торцов бобышек рыча-
га 4 состоит из двух призм 2, закреплённых на подвижной 5
и неподвижной 1 губках, и подставки 3. Детали наладки ори-
ентируются относительно корпуса шпонками 6, а крепятся
болтами 7 с Т-образной головкой.
Тиски самоцентрирующие и поворотные с пневматичес-
ким зажимом предназначены для обработки мелких деталей
(вторые и для заточки инструмента). Их используют также в
качестве базовой части кондукторов для сверления отверстий.
Схема наладки тисков на сверление отверстия в заготовках
деталей типа втулок и пальцев представлена на рисунке 1.22.
Заготовка 3 устанавливается в специальные губки 2, закреп-
ленные на подвижных губках /, 4. Частью сменной наладки
является кондукторная плита 5 на корпусе тисков. В каче-
стве делительных устройств для обработки заготовок на фре-
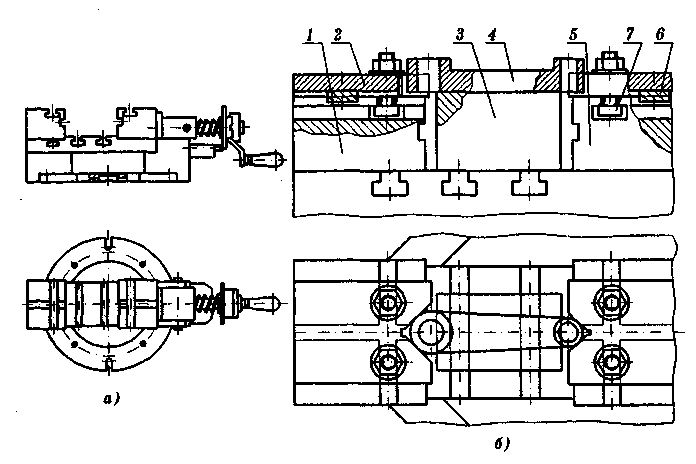
Рис. 1.21 Схемы универсальных наладочных тисков
с ручным приводом (а) и наладки к ним (б)
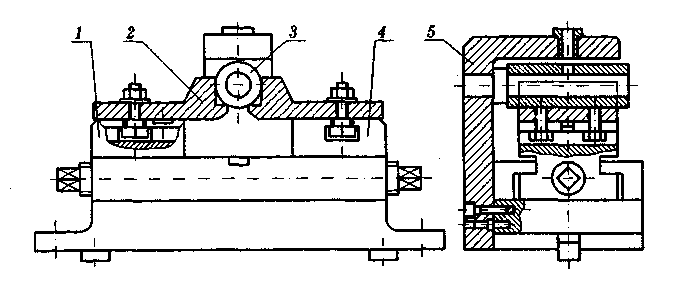
Рис. 1.22 Схема наладки самоцентрирук.щих тисков
с ручным приводом
зерных, расточных, сверлильных станках предусматривают-
ся столы с пневматическим или гидравлическим зажимом.
Диаметр поверхности для установки наладок составляет 160,
200, 250, 320 мм, а ширина пазов 10, 14 и 18 мм. Столы
могут выполняться с радиальным и прямоугольным распо-
ложением Т-образных пазов. На рисунке 1.23 схематично
представлена наладка стола для сверления отверстий в заго-
товке 3. Она состоит из корпуса 1, установочных элементов 2
и сборочной единицы 5. Заготовка базируется по торцовой,
наружной и внутренней цилиндрическим поверхностям. Для
обработки в наклонном положении предусматриваются по-
воротные делительные наклонные столы с пазами шири-
ной 14, 18 и 22 мм.
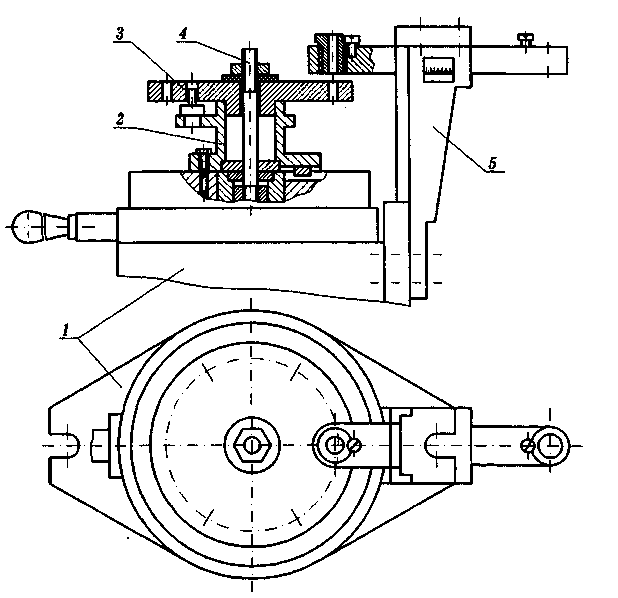
Рис. 1.23 Схема наладки делительного стола:
1 — делительный стол; 2 — установочные элементы
(втулка и срезанный палец); 3 — заготовка; 4 — винтовое
зажимное устройство; 5 — стойка с регулируемой
по положению сменной кондукторной втулкой
Конструктивные элементы и технические требования к
универсально-наладочным и специализированным наладоч-
ным приспособлениям регламентируются стандартом. По
прочности соединений элементов изготавливаются приспо-
собления четырёх серий: для лёгких работ с Т-образными
пазами шириной 10 мм, работ средней тяжести — 14 мм,
тяжёлых — 18 мм и особо тяжёлых — 22 мм. Расстояния
между пазами в сериях соответственно равны 40, 60, 80,
100 мм.
Предусмотрены два класса точности базовых частей: при-
способления нормальной точности (Н) используются для об-
работки заготовок по 9...13-му квалитетам, повышенной точ-
ности (П) — по 7-му квалитету. Допустимые погрешности
размеров и относительного положения поверхностей приве-
дены в таблице 1.3.
Параметр Ra шероховатости поверхностей баз не должен
превышать 2,5 мкм, а подвергаемых защитным покрытиям —
10 мкм. Твёрдость подповерхностных слоев должна быть для
корпусных деталей из высокопрочного чугуна — 19...25 HRC,
базовых деталей из стали — 57...64, стальных деталей уста-
новочных элементов и зажимных устройств — 59...63, дета-
лей фиксаторов — 56...61, крепёжных деталей — 37...43 HRC.
Микроструктура цементированного и закаленного слоев дол-
жна представлять безыгольчатый или мелко- и среднеиголь-
чатый мартенсит.
Универсальные устройства и средства механизации за-
жима используются для механизации приспособлений с це-
лью облегчения труда рабочих и повышения его производи-
тельности. К ним относятся легкоперемещающиеся плаваю-
щие и поворотные столы; подставки, с ловителями инстру-
мента; отдельно скомпонованные пневматические, пневмо-
гидравлические, гидравлические, магнитные, электромагнит-
ные зажимные и другие устройства.
Существуют плавающие столы трёх типоразмеров: раз-
меры поверхности 320x220,400x280, 450x320 мм: продоль-
ные перемещения 300, 350, 400 мм и поперечные — 200,
Таблица 1.3
Точность размеров и относительного положения
поверхностей УНП и СНП
| Погрешность | Допуск размеров и относительного положения (мм) и степень точности базовых частей, класс | ||
| Н | П | ||
| Позиционное отклонение осей ус- тановочных, фиксирующих отвер- стий и пазов от номинального по- ложения | ±0,032 | ±0,02 | |
| Позиционный допуск осей отвер- стий, расположенных в один ряд | ±0,03 | ±0,02 | |
| Позиционный допуск осей отвер- стий, расположенных в двух взаим- но перпендикулярных плоскостях | ±0,011 | ±0,007 | |
| Позиционный допуск осей базовых отверстий, расположенных в один ряд | ±0,022 | ±0,014 | |
| Допуск соосности центрирующего и установочного отверстий пово- ротных столов | ±0,01 | ||
| Допуск перпендикулярности рабо- чей поверхности стола к оси фикса- тора делительного диска | ±0,01 | ||
| Допуск параллельности и перпен- дикулярности баз относительно друг друга по ГОСТ 24643-81 | 5 степень | ||
| Допуск перпендикулярности осей кондукторных втулок и деталей фиксации относительно баз | Тоже | ||
| Допуск симметричности осей базо- вых отверстий относительно оси направляющего паза | Тоже |
250, 300 мм. Наибольшая масса устанавливаемых приспо-
соблений (грузов) соответственно составляет 125, 160, 200 кг.
Кондукторы и другие приспособления устанавливаются
и закрепляются на верхней части стола 1 (рис. 1.24, а) с
Т-образными пазами, который перемещается в продольном
направлении по салазкам 3 на роликовых направляющих 7.
Салазки со столом перемещаются в поперечном направлении
по корпусу 5 на роликовых направляющих 4. Плавность хода
стола регулируется винтами 8 за счёт изменения зажима ро-
ликов в направляющих. От попадания стружки, СОЖ и пыли
поперечные направляющие защищены кожухом 9, щитка-
ми 6 и 18, крышками 2 и 19, на которых можно хранить
инструменты для обработки данной заготовки. Роликовые
направляющие обеспечивают лёгкое перемещение стола с при-
способлением и заготовкой в требуемое положение (необхо-
димое усилие не превышает 10...40 Н).
Быстрая фиксация стола в определённом положении осу-
ществляется рукояткой 11. При её повороте поворачивается
вал 10 и через муфту 12 — вал 13, перемещающий верх-
нюю 16 и нижнюю 14 тяги вместе с клиньями 15 и 17, кото-
рые за счёт поджима к стенкам пазов типа «ласточкин хвост»
закрепляют стол. Для раскрепления стола рукоятку 11 пово-
рачивают в исходное положение.
Плавающий стол на воздушной подушке с магнитным
закреплением (рис. 1.24, б) состоит из подвижной верхней
планшайбы (плиты) 3 диаметром 200 мм и основания 2. На
зеркале основания расположены жиклеры 5, к которым от
пневмосети через штуцер 6 и каналы подводится сжатый
воздух. С нижней стороны подвижной верхней плиты вмон-
тированы магнитные блоки 4 из оксидно-бариевых магнитов
с магнитопроводами, закрепляющие планшайбу в нужном
положении.
При нажатии на педаль ножного крана управления сжа-
тый воздух, выходя из жиклеров 5, отрывает планшайбу на
0,2...0,5 мм от основания и создаёт между ними воздушную
подушку, благодаря чему планшайба с установленными на
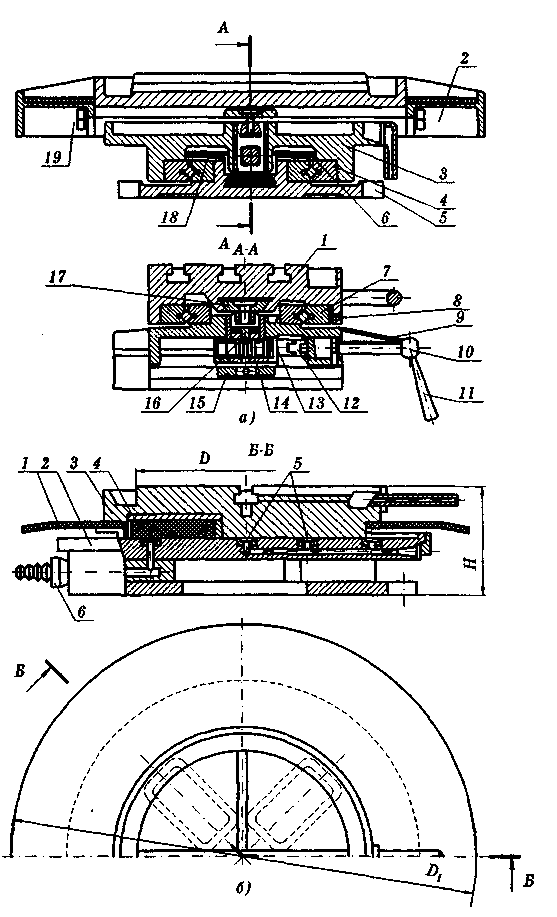
Рис. 1.24 Плавающие стопы (подставки)
для вертикально-сверлильных станков:
а — роликовый; б — на воздушной подушке
ней приспособлением и заготовкой легко перемещается (до
115 мм) относительно основания. После ввода сверла в кон-
дукторную втулку или правильной установки заготовки от-
носительно сверла (при сверлении по разметке) педаль опус-
кается, подача воздуха прекращается и планшайба поджи-
мается (притягивается) магнитами 4 к основанию с силой
3200 Н. Наличие постоянных магнитов исключает необходи-
мость закрепления подвижной плиты посредством ручных
механизмов. Это до минимума сокращает затраты вспомога-
тельного времени. Резиновое кольцо 1 служит для предохра-
нения рабочего от выдуваемой воздухом стружки и пыли.
Для обработки заготовок в различных направлениях под
различными углами используются поворотные столы (рис. 1.25).
Размеры столов для обработки заготовок крупногабаритных
размеров В = 630, 800; Вх = 500, 630; L = 800, 1000 мм. При-
способления на столе фиксируются и закрепляются по Т-об-
разным пазам шириной а = 18, 22 мм.
На рисунке 1.26 показано устройство в виде подставки со
сменным установочным элементом 4 для дорнования отвер-
стий во втулках. Дорн 2 пуансоном 1 (пресс, сверлильный
станок) проталкивается через отверстие обрабатываемой за-
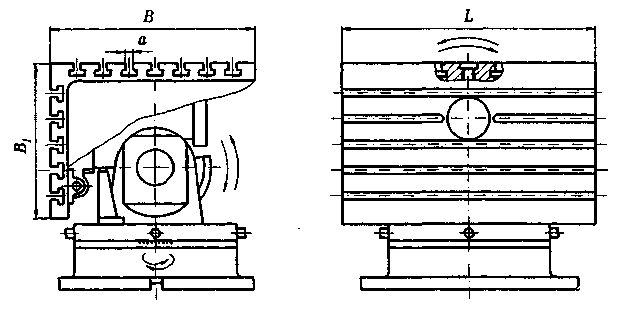
Рис. 1.25 Трёхкоординатный поворотный стол
(стрелки показывают направление поворота
относительно вертикальной и двух горизонтальных осей)
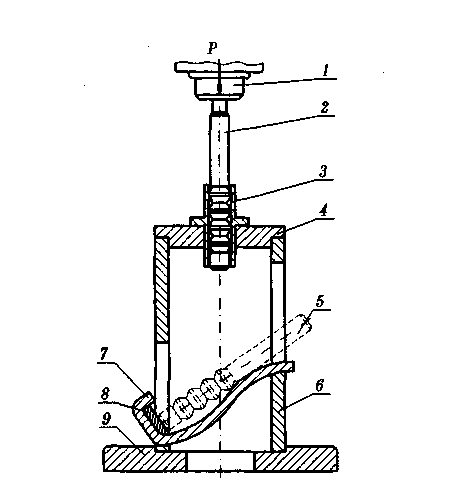
Рис. 1.26 Подставка для дорнования с ловителем
для инструмента:
1 — пуансон; 2 — дорн в процессе обработки заготовки;
8 — заготовка; 4 — установочный элемент; 5 — положение
дорна после обработки; 6 — корпус; 7 — основание;
8 — амортизатор; 9 — ловитель
готовки 3 и падает на ловитель 9, занимая удобное для выем-
ки из устройства положение 5, что сокращает потери време-
ни рабочего на его поиск и взятие для последующего исполь-
зования.
Для механизации и автоматизации зажима заготовок в
приспособлениях используются пневматические, пневмогид-
равлические, гидравлические, электромеханические, магнит-
ные и другие механизированные приводы.
Вращающийся нормализованный пневмоцилиндр двух-
стороннего действия и воздухопроводящая муфта для частот
вращения шпинделя станка до 1200 об/мин. представлены
на рисунке 1.27. Конструкция и основные размеры пневмо-
цилиндров регламентированы. Пневмоцилиндр устанавлива-
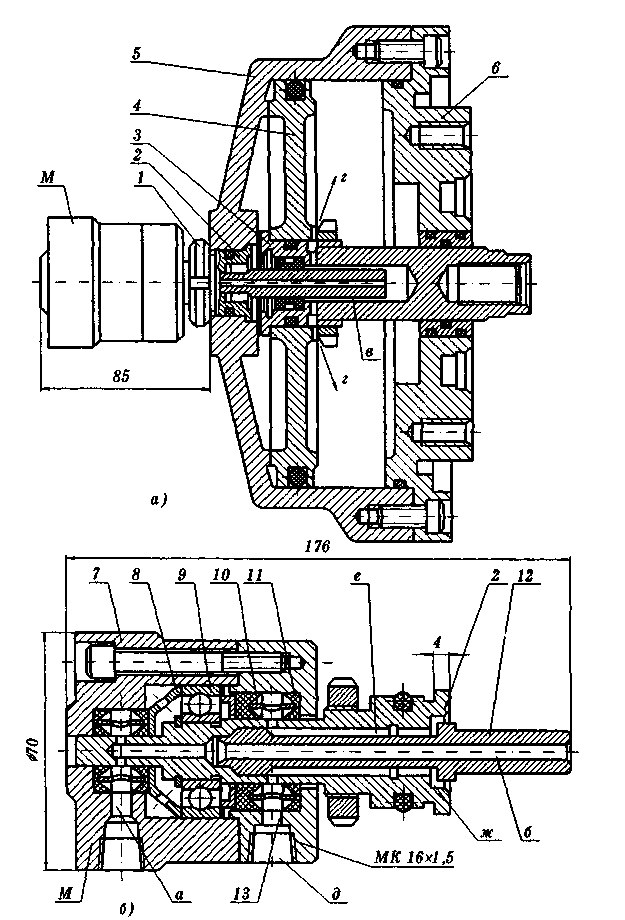
Рис. 1.27 Вращающийся поршневой пневмоцилиндр (а)
Дата добавления: 2021-06-28; просмотров: 702;
Поиск по сайту
Узнать еще
- Аналогично осуществляется включение перегружателя и конвейера при нажатии кнопок «ПЕРЕГРУЖАТЕЛЬ» и «КОНВЕЙЕР» соответственно.
- В неориентированном графе понятие дуга, путь, контур заменяются соответственно на ребро, цепь, цикл.
- В системе передачи звуковых сообщений используются соответственно акустоэлектрические и электроакустические преобразователи.
- Геохимия магматических горных пород и соответственно – высокотемпературных процессов в силикатных расплавах (процессов магмогенеза).
- Металлы в этих реакциях являются восстановителями и, соответственно, повышают свою степень окисления, а кислород является окислителем и понижает свою степень окисления.
- На каждую перевозку будет заключен контракт стоимостью 3500 т.р. Контракты будут оплачены заказчиком после завершения работ соответственно в апреле и июне.
- Передача с коническими колесами

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
