С боковых поверхностей рельса.
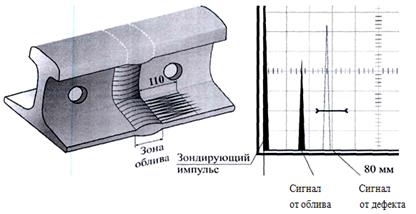
Рис. 85 – Контроль сварного стыка ПЭП П121-2,5-70° в области перьев подошвы сверху рельса.
Признаком обнаружения дефекта является появление на экране дефектоскопа эхо-сигнала, амплитуда Пдэ которого превышает уровень срабатывания АСД и перемещающегося по экрану при продольном сканировании ПЭП.
Примечание: На экране возможно возникновение ложных эхо-сигналов, обусловленных отражениями от неровностей облива как поперечной волны, так и, в ряде случаев, - поверхностной волны (для уточнения причины возникновения эхо-сигнала следует проконтролировать сечение с предполагаемым дефектом с двух сторон сварного стыка и определить координаты L расположения предполагаемого дефекта).
При обнаружении дефекта в любой зоне сварного стыка необходимо измерить глубину залегания Н, условный размер ∆L выявленного дефекта и коэффициент выявляемости Кдэ, зарегистрировать в «Карте дефектного стыка».
При контроле сварного стыка в области перьев подошвы и шейки с боковых поверхностей глубину залегания дефекта Н не измеряют.
Контроль сварного стыка зеркальным методом двумя ПЭП П121-2,5-45° в области головки рельса с боковых поверхностей.
Переключить дефектоскоп в режим, соответствующий работе по раздельной схеме с двумя ПЭП П121-2,5-45°. Подключить один ПЭП П121-2,5-45° к излучающему каналу дефектоскопа, а другой ПЭП П121-2,5-45° к приемному каналу дефектоскопа.
Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 80 мм.
Проконтролировать сварной стык в области головки, для чего установить приемный ПЭП и излучающий ПЭП на противоположные грани головки рельса так, чтобы акустические оси ПЭП были направлены в сторону сварного стыка. Проконтролировать сварной стык следующим образом:
ü установить приемный ПЭП от сварного стыка на расстояние равное ширине В головки рельса и зафиксировать его неподвижно;
ü излучающим ПЭП провести сканирование противоположной грани головки рельса в зоне возможного приема эхо-сигнала, зеркально отраженного от дефекта;
ü передвинуть приемный ПЭП на 10 мм в сторону сварного стыка и снова провести сканирование излучающим ПЭП и т.д.
Примечание: Для соблюдения параметров сканирования рекомендуется использовать сканирующее устройство.
Признаком обнаружения дефекта является появление в средней части развертки на экране дефектоскопа зеркально отраженного от дефекта эхо-сигнала, временное положение которого на экране дефектоскопа при сканировании не меняется.
Провести сканирование с противоположной стороны сварного стыка. При обнаружении дефекта измерить максимальную амплитуду Пдз зеркально отраженного эхо-сигнала и записать коэффициент выявляемости Кдз выявленного дефекта в «Карту дефектного стыка».
Проконтролировать сварной стык зеркальным методом двумя ПЭП П121-2,5-45° в области шейки и ее продолжения в подошву рельса (для сварных стыков, у которых расстояние от торца рельса до первого болтового отверстия составляет 330 мм и более).
Контроль сварного стыка зеркальным методом двумя ПЭП П121-2,5-45° в области головки рельса с поверхности катания рельса.

Рис.86 – Контроль сварного стыка зеркальным методом двумя ПЭП П121-2,5-45° в области шейки и ее продолжения в подошву с поверхности катания рельса.
Установить на экране дефектоскопа развертку длительностью, соответствующей глубине 190 мм (рис. 86).
Проконтролировать сварной стык в области шейки с поверхности катания рельса по схеме для чего установить приемный ПЭП и излучающий ПЭП на головку рельса так, чтобы акустические оси ПЭП были направлены в сторону сварного стыка.
Проконтролировать сварной стык следующим образом:
ü установить приемный ПЭП от сварного стыка на расстояние равное высоте h контролируемого рельса и зафиксировать его неподвижно;
ü излучающим ПЭП провести сканирование по головке рельса в зоне возможного приема эхо-сигнала, зеркально отраженного от дефекта;
ü передвинуть приемный ПЭП на 10 мм в сторону сварного стыка и снова провести сканирование излучающим ПЭП (сканирование вести по поверхности катания строго над шейкой рельса).
Примечание: Для соблюдения параметров сканирования рекомендуется использовать сканирующее устройство.
Признаком обнаружения дефекта является появление на развертке экрана дефектоскопа зеркально отраженного от дефекта эхо-сигнала, временное расположение которого на экране дефектоскопа при сканировании не меняется.
Переставить ПЭП на противоположную сторону сварного стыка и проконтролировать сварной стык. При обнаружении дефекта измерить максимальную амплитуду зеркально отраженного сигнала и записать коэффициент выявляемости Кдз выявленного дефекта в «Карту дефектного стыка».
Если в процессе УЗК температура окружающего воздуха изменилась более чем на 10 °С относительно температуры, при которой осуществлялась проверка (настройка) дефектоскопа, необходимо проверить угол ввода и настройку чувствительности для всех используемых ПЭП и, при необходимости, ввести соответствующие поправки в настройки глубиномера и чувствительности.
Дата добавления: 2019-09-30; просмотров: 1667;
Поиск по сайту
Узнать еще
- II. Отклонения расположения поверхностей
- III.XI. Строение поверхностей несогласия
- Брак при обработке конических поверхностей и меры его предупреждения
- ВЗАИМНОЕ ВНЕДРЕНИЕ ПОВЕРХНОСТЕЙ
- Взаимное пересечение поверхностей
- Виды изломов. Анализ поверхностей разрушения горных машин
- Виды малярных составов. Подготовка и окраска поверхностей
- Виды разрушения рабочих поверхностей фрикционных катков

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
