Источники питания сварочной дуги
Отечественная промышленность выпускает большое количество источников питания сварочной дуги электрическим током, обеспечивающее многочисленные технологические процессы. Выпускаемые источники питания разделяют по следующим признакам:
1.По роду тока – на источники постоянного тока (преобразователи , выпрямители и агрегаты) и переменного тока (сварочные трансформаторы).
2.По количеству одновременно подключаемых сварочных постов - на
однопостовые и многопостовые.
3. По назначению – на источники для ручной сварки покрытыми электродами, для автоматической и полуавтоматической сварки под слоем флюса, для сварки в среде защитных газов, электрошлаковой сварки, для плазменной резки и источники тока специального назначения.
4. По принципу действия и конструктивному выполнению – на сварочные трансформаторы: с расщеплёнными полюсами, с жёсткой характеристикой, универсальные и др.
агрегаты – генераторы ДВС, сварочные выпрямители, универсальные и др.
5. По характеру привода – на источники с электрическим и независимым приводом (от двигателя внутреннего сгорания).
6. По способу установки и монтажа – на стационарные и передвижные.
Внешней характеристикой источника питания называется зависимость напряжения на его зажимах, от величины сварочного тока. Источники питания могут иметь четыре вида внешних характеристик (рис. 5.11): крутопадающая, пологопадаюшая, жесткая, возрастающая.
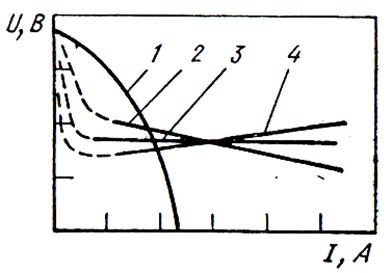
Рис.5.11. Внешние характеристики источников питания
сварочной дуги.
1- крутопадающая; 2 – пологопадающая; 3 – жесткая; 4 - возрастающая.
Выбор источника питания по виду внешней характеристики производится в зависимости от заданного способа сварки. Для ручной сварки лучшая характеристика источника – крутопадающая. При частых изменениях длины дуги, а следовательно и напряжения, возможных вследствии ручного управления электродом, сварочный ток меняется незначительно, устойчивость дуги высокая и в сварочном шве не будет дефектов.
Для сварки неплавящимся электродом наиболее приемлема крутопадающая характеристика. Для автоматической и полуавтоматической сварки под слоем флюса необходима пологопадающая характеристика. При сварке в струе защитных газов источники питания должны иметь жёсткую и пологовозрастающую характеристики.
Выбор источника питания обуславливается:
- видом сварки,
- характером производства,
- свойствами свариваемых металлов,
- условиями работы источника,
- применяемыми электродами.
Дата добавления: 2017-01-26; просмотров: 2693;
Поиск по сайту
Узнать еще
- II. Основные задачи службы торговли и питания
- IV. Обязанности и права штаба службы торговли и питания района
- Tема 2 ИСТОЧНИКИ БАНКОВСКОГО ПРАВА
- VI. Подготовка кадров службы торговли и питания ГО района
- А) Естественные источники излучения
- Альтернативные источники электрической энергии
- Анализ построения системы электропитания и заземления ОТСС
- Анализ процесса питания электролизёра

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
